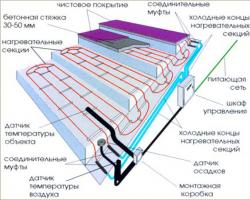
TARJETA TECNOLÓGICA TÍPICA
INSTALACIÓN DE TRANSFORMADORES DE POTENCIA CON REFRIGERACIÓN DE ACEITE NATURAL, TENSIÓN HASTA 35 kV, POTENCIA HASTA 2500 kVA
1 ÁREA DE USO
Se desarrolla un mapa tecnológico típico para la instalación de transformadores de potencia.
Los requisitos para el transporte, almacenamiento, así como para la instalación y puesta en servicio de transformadores de potencia están determinados por la instrucción "Transporte, almacenamiento, instalación y puesta en servicio de transformadores de potencia con voltaje de hasta 35 kV inclusive sin revisión de sus partes activas" y la guía técnica instrucciones "Transformadores de potencia, transporte, descarga, almacenamiento, instalación y puesta en servicio".
Un transformador de potencia procedente de un proveedor de equipos (fabricante, base intermedia) se somete a una inspección externa. Durante la inspección, verifican la presencia de todos los lugares en la factura del ferrocarril, el estado del embalaje, la ausencia de fugas de aceite en las juntas de los radiadores con el tanque y en los lugares de los sellos, la integridad de los sellos, etc. .
El embalaje de los transformadores secos debe garantizar su seguridad frente a daños mecánicos y exposición directa a la humedad.
Si se encuentra un mal funcionamiento o daño, se redacta un acta, que se envía a la planta o base intermedia.
Luego de la inspección y aceptación del transformador, comienzan a descargarlo.
Se recomienda descargar el transformador con una grúa aérea o móvil o un cabrestante estacionario de capacidad de elevación adecuada. Si no hay medios de elevación disponibles, se permite descargar el transformador en la jaula del durmiente utilizando gatos hidráulicos. La descarga de las unidades transformadoras (enfriadores, radiadores, filtros, etc.) se realiza mediante una grúa con una capacidad de elevación de 3 a 5 toneladas. Al descargar transformadores con dispositivos de elevación (grúa, etc.), es necesario utilizar eslingas de inventario. de la capacidad de elevación adecuada, que tengan marcas de fábrica y hayan superado las pruebas ...
Para levantar el transformador, se proporcionan ganchos especiales en las paredes de su tanque, y en el techo del tanque hay ojales (anillos de elevación). La eslinga de cables para transformadores grandes se lleva a cabo solo para ganchos, para pequeños y medianos, para ganchos u ojales. Los cables de amarre y los cables de izado que se utilicen para el izado deben estar hechos de cable de acero de cierto diámetro, correspondiente a la masa del transformador. Para evitar roturas de cables, se colocan almohadillas de madera debajo de todos los bordes afilados de las curvas.
El transformador pesado desmontado se descarga utilizando una grúa de ferrocarril de servicio pesado. En ausencia de una grúa de este tipo, la descarga se realiza mediante cabrestantes y gatos. Para esto, el tanque del transformador, instalado en la plataforma ferroviaria, se eleva primero con dos gatos mediante las orejetas de elevación soldadas al fondo y las paredes del tanque, luego se coloca un carro suministrado por separado del tanque debajo del tanque, y el tanque se rueda desde la plataforma a una jaula para dormir especialmente preparada con la ayuda de cabrestantes. El enrollado se realiza sobre tiras de acero colocadas debajo de los rodillos del carro. El resto de componentes del transformador (tanque de expansión, salidas, etc.) se descargan con grúas convencionales.
El transformador descargado se transporta al lugar de instalación o al taller para su inspección. Dependiendo del peso del transformador, el transporte se realiza en automóvil o en un remolque pesado. Está prohibido el transporte por arrastre o sobre chapa de acero.
Los vehículos utilizados para el transporte de transformadores deben contar con una plataforma de carga horizontal que permita instalar libremente el transformador en ella. Al colocar el transformador en el vehículo, el eje mayor del transformador debe coincidir con la dirección de desplazamiento. Al instalar un transformador en un vehículo, es necesario tener en cuenta la ubicación de las entradas en el transformador para excluir la inversión posterior antes de la instalación en la subestación.
Las unidades y piezas desmontadas se pueden transportar junto con el transformador, si la capacidad de carga lo permite vehículo y si esto no viola los requisitos para el transporte del propio transformador y sus unidades.
La capacidad de carga del vehículo debe ser al menos la masa del transformador y sus elementos en el caso de su transporte junto con el transformador. No está permitido aplicar tracción, frenado o cualquier otro tipo de fuerza a los elementos de la estructura del transformador durante su transporte.
La figura 1 muestra un diagrama de la instalación de un transformador en un automóvil.
Figura 1. Diagrama de instalación y fijación del transformador en el automóvil.
En algunos casos, antes de la instalación, los transformadores se almacenan durante mucho tiempo en almacenes in situ. El almacenamiento debe organizarse y llevarse a cabo de tal manera que se excluya la posibilidad de daños mecánicos a los transformadores y el aislamiento de humedad de sus devanados. El cumplimiento de estos requisitos está garantizado por determinadas condiciones de almacenamiento. Las condiciones de almacenamiento variarán según el diseño y el método de envío de los transformadores. En todos los casos, es necesario que el tiempo de almacenamiento de los transformadores no supere el máximo permitido establecido por instrucciones mencionado anteriormente.
Las condiciones de almacenamiento para transformadores de potencia con enfriamiento de aceite natural se toman de acuerdo con el grupo de condiciones de almacenamiento para OZhZ, es decir, en áreas abiertas.
Las condiciones de almacenamiento para transformadores secos sin sellar deben cumplir con las condiciones del grupo L, para transformadores con un dieléctrico líquido no combustible - grupo OZH4. Las condiciones de almacenamiento de repuestos (relés, sujetadores, etc.) para todos los tipos de transformadores deben cumplir con el grupo de condiciones C.
Los transformadores secos deben almacenarse en sus propias carcasas o empaques originales y deben protegerse de la precipitación atmosférica directa. Los transformadores en baño de aceite y los transformadores con dieléctrico líquido no combustible deben almacenarse en sus propios tanques, sellados herméticamente con tapones temporales (durante el transporte y almacenamiento) y llenados con aceite o dieléctrico líquido.
Cuando se almacenan transformadores hasta 35 kV inclusive, transportados con aceite sin conservadores, se debe instalar el expansor y rellenar el aceite lo antes posible, pero no más tarde de 6 meses. Al almacenar transformadores con un voltaje de 110 kV y superior, transportados sin un expansor con aceite y sin aceite, el expansor debe instalarse, rellenando y llenando con aceite lo antes posible, pero a más tardar 3 meses a partir de la fecha de llegada. del transformador. El aceite debe cumplir con los requisitos del PUE. El nivel de aceite debe revisarse periódicamente (cuando el nivel baja, es necesario agregar aceite), al menos una vez cada 3 meses es necesario tomar una muestra de aceite para un análisis abreviado. La ausencia de fugas de aceite del tanque del transformador se verifica periódicamente siguiendo las marcas en el tanque y los accesorios. Los transformadores de aceite sellados y los transformadores con un dieléctrico líquido no combustible deben almacenarse en el embalaje del fabricante y protegerse de la precipitación atmosférica directa.
2. ORGANIZACIÓN Y TECNOLOGÍA DEL DESEMPEÑO DEL TRABAJO
INSTALACIÓN DE TRANSFORMADORES DE POTENCIA ENFRIADOS POR ACEITE NATURAL
Las instalaciones utilizan principalmente transformadores de potencia con enfriamiento de aceite natural, voltaje hasta 35 kV, potencia hasta 2500 kVA. El alcance del trabajo en la instalación de un transformador de potencia con enfriamiento de aceite natural depende de si proviene de fábrica, ensamblado o parcialmente desmontado. Independientemente del tipo de entrega, la secuencia de operaciones de montaje será la misma.
Al instalar un transformador de potencia, es necesario realizar los siguientes pasos:
Acepte una habitación (lugar de montaje) y un transformador para el montaje;
Realizar una auditoría del transformador;
Seque los devanados (si es necesario);
Ensamble y reinstale el transformador.
Aceptación para la instalación de una habitación (lugar de montaje) y un transformador.
La habitación (área abierta) para la instalación del transformador debe estar completamente terminada con la construcción. Los dispositivos de elevación o pórticos deben instalarse y probarse antes de la instalación del transformador.
Como sabéis, el suministro de los transformadores de potencia y su entrega a la zona de instalación debe ser realizado por el cliente. Al aceptar transformadores para la instalación y determinar la posibilidad de trabajos adicionales, se considera toda la gama de problemas relacionados con el transporte y el almacenamiento, el estado de los transformadores mediante un examen externo y la determinación de las características de aislamiento, la preparación y el equipo de las instalaciones o el lugar de instalación.
El cliente debe proporcionar la siguiente información y documentos requeridos:
La fecha de envío de los transformadores por parte del fabricante;
Condiciones de transporte del fabricante (por ferrocarril u otro medio de transporte, con o sin aceite, con o sin expansor);
El acto de aceptación del transformador y los componentes del ferrocarril;
Esquema de descarga y transporte desde el ferrocarril hasta el lugar de instalación;
Condiciones de almacenamiento de transformadores y componentes (nivel de aceite en el transformador, período de llenado y llenado de aceite, características del aceite llenado o rellenado, resultados de la evaluación del aislamiento del transformador, pruebas de muestras de aceite, pruebas de estanqueidad, etc.).
Al mismo tiempo, el estado del transformador se evalúa mediante inspección externa, los resultados de verificar la estanqueidad del transformador y el estado del gel de sílice indicador.
Durante un examen externo, verifican si hay abolladuras, la seguridad de los sellos en los grifos y los enchufes del transformador.
La estanqueidad del transformador se comprueba antes de la instalación, antes de rellenar o llenar de aceite. No apriete las juntas antes de comprobar el apriete. La estanqueidad de los transformadores transportados con un expansor se determina dentro de las marcas indicadoras de aceite.
La verificación de la estanqueidad de los transformadores transportados con aceite y un expansor desmontado se realiza mediante la presión de una columna de aceite a 1,5 m de altura desde el nivel de la tapa durante 3 horas. Se permite verificar la estanqueidad del transformador creando una sobrepresión de 0.15 kgf / cm (15 kPa) en el tanque. El transformador se considera herméticamente cerrado si, después de 3 horas, la presión cae a no más de 0,13 kgf / cm (13 kPa). La verificación de la estanqueidad de los transformadores transportados sin aceite, llenos de aire seco o gas inerte, se realiza creando una sobrepresión de 0,25 kgf / cm (25 kPa) en el tanque. El transformador se considera hermético si la presión cae después de 6 horas a no más de 0.21 kgf / cm (21 kPa) a una temperatura ambiente 10-15 ° C. La sobrepresión en el tanque del transformador se produce al bombear aire seco a través de un secador de gel de sílice con un compresor o al suministrar gas inerte seco (nitrógeno) al tanque desde cilindros.
La aceptación de transformadores para instalación se formaliza mediante acto de la forma establecida. A la aceptación asisten representantes de las organizaciones de cliente, instalación y puesta en servicio (para transformadores de calibre IV y superiores).
Revisión
La revisión de los transformadores de potencia se realiza antes de la instalación con el fin de verificar su estado, identificar y eliminar oportunamente posibles defectos y daños. Se puede realizar una auditoría sin examinar la parte extraíble (activa) o con examinarla. Todos los transformadores a instalar están sujetos a revisiones sin inspeccionar la parte removible. Se realiza una auditoría con inspección de la parte removible en casos de daños en el transformador, que dan lugar a suposiciones sobre la presencia de fallas internas.
Los transformadores fabricados actualmente tienen dispositivos adicionales que protegen su parte extraíble de daños durante el transporte. Esto hace posible, sujeto a ciertas condiciones de almacenamiento y transporte, no realizar una operación laboriosa y costosa - revisión con levantamiento de la parte removible. La decisión de instalar transformadores sin revisar la parte removible debe tomarse sobre la base de los requisitos de las instrucciones "Transporte, almacenamiento, instalación y puesta en servicio de transformadores de potencia para voltajes de hasta 35 kV inclusive sin revisión de sus partes activas" y "Potencia Transformadores. Transporte, descarga, almacenamiento, instalación y puesta en servicio ". Paralelamente, se realiza una evaluación integral del cumplimiento de los requisitos de las instrucciones con el diseño de los protocolos correspondientes. Si no se cumplen los requisitos de las instrucciones o si se detectan fallas durante la inspección externa que no se pueden eliminar sin abrir el tanque, se revisa el transformador con una inspección de la parte extraíble.
Al realizar una auditoría sin inspeccionar la parte extraíble, se realiza una inspección externa completa del transformador, se toma una muestra de aceite para pruebas de resistencia eléctrica y análisis químico; Mida la resistencia de aislamiento de los devanados.
Durante la inspección, verifican el estado de los aisladores, se aseguran de que no haya fugas de aceite en los sellos y a través de las soldaduras, y que el nivel de aceite requerido en el conservador esté presente.
La fuerza eléctrica del aceite, determinada en un recipiente estándar, no debe ser inferior a 25 kV para dispositivos con un voltaje más alto hasta 15 kV inclusive, 30 kV para dispositivos hasta 35 kV y 40 kV para dispositivos con voltajes de 110 a 220 kV incluido.
El análisis químico del aceite del transformador se lleva a cabo en un laboratorio especial y se determina el cumplimiento composición química Aceites a los requisitos de GOST.
La resistencia de aislamiento de los devanados se mide con un megaohmímetro para una tensión de 2500 V. La resistencia de aislamiento se mide entre los devanados de alta y baja tensión, entre cada uno de los devanados y la carcasa. Para transformadores de aceite con una tensión superior hasta 35 kV inclusive y con una potencia de hasta 6300 kVA inclusive, los valores de las resistencias de aislamiento medidos en el sexagésimo segundo () debe ser de al menos 450 MΩ a una temperatura de +10 ° C, 300 MΩ a +20 ° C, 200 MΩ a +30 ° C, 130 MΩ a +40 ° C. El valor del coeficiente de absorción debe ser de al menos 1,3 para transformadores con una capacidad de hasta 6300 kVA.
La esencia física del coeficiente de absorción es la siguiente. La naturaleza del cambio en el valor medido de la resistencia de aislamiento del devanado a lo largo del tiempo depende de su estado, en particular del grado de humedad. Para comprender la esencia de este fenómeno, utilizaremos el circuito de reemplazo del aislamiento del devanado.
La figura 2 muestra el circuito para medir la resistencia de aislamiento y el circuito equivalente. En el proceso de medición de la resistencia del aislamiento con un megaohmímetro, se aplica una tensión de CC al aislamiento del devanado. Cuanto más seco sea el aislamiento del devanado, mayor será la capacitancia del capacitor formado por los conductores del devanado y la caja del transformador, y por lo tanto mayor será la corriente de carga de este capacitor fluirá en el período de medición inicial (en el decimoquinto segundo desde el momento en que la tensión se aplica) y las lecturas del megóhmetro serán más bajas ( ).
En el siguiente período de medición (en el sexagésimo segundo), la carga del capacitor termina, la corriente de carga disminuye y la lectura del megóhmetro aumenta () .
Cuanto más seco sea el aislamiento de los devanados, mayor será la diferencia en las lecturas del megaohmímetro en los períodos de medición inicial () y final () y, a la inversa, cuanto más húmedo sea el aislamiento de los devanados del transformador, menor será la diferencia en estas lecturas. 
6. INDICADORES TÉCNICOS Y ECONÓMICOS
Estándares estimados estatales.
Precios unitarios federales para la instalación de equipos.
Parte 8. Instalaciones eléctricas
FERm 81-03-08-2001
Orden del Ministerio de Desarrollo Regional de Rusia de fecha 04.08.2009 N 321
Tabla 08-01-001. Transformadores de potencia y autotransformadores
Medidor: pcs.
| Código de precio | Nombre y especificaciones técnicas equipos o tipos de montaje | Costos directos, frote. | Incluyendo frotar. | Costos laborales de los trabajadores instaladores, man-h |
|||
| Remuneración de los trabajadores instaladores | máquina de operación | estera- riales | |||||
| Total | incl. salarios de los trabajadores que controlan la máquina | ||||||
| Transformador trifásico: |
|||||||
| 08-01-001-06 | 35 kV con una capacidad de 2500 kVA | 7018,51 | 2635,88 | 3748,71 | 360,72 | 633,92 | 274 |
BIBLIOGRAFÍA
SNiP 3.03.01-87. Estructuras de apoyo y cerramiento.
SNiP 03/12/2001. Seguridad laboral en la construcción. Parte 1. Requerimientos generales.
SNiP el 12-04-2002. Seguridad laboral en la construcción. Parte 2. Producción de construcción.
GOST 12.2.003-91. SSBT. Equipo de fabricación. Requisitos generales de seguridad.
GOST 12.3.009-76. SSBT. Trabajos de carga y descarga. Requisitos generales de seguridad.
GOST 12.3.033-84. SSBT. Máquinas de construcción. Requisitos generales de seguridad para la operación.
GOST 24258-88. Herramientas para andamios. Condiciones técnicas generales.
PPB 01-03. Reglas de seguridad contra incendios en Federación Rusa.
El texto electrónico del documento fue preparado por Kodeks CJSC
y verificado contra el material del autor.
Autor: Demyanov A.A. - Doctorado, profesor
Universidad Técnica y de Ingeniería Militar,
San Petersburgo, 2009
Las reparaciones actuales de transformadores se realizan en los siguientes términos:
La primera revisión de los transformadores de la subestación se lleva a cabo a más tardar 6 años después de la puesta en servicio, y las reparaciones posteriores se realizan según sea necesario, según los resultados de la medición y el estado del transformador.
El alcance de la reparación actual incluye los siguientes trabajos:
El alcance de la revisión incluye todo el trabajo provisto para la reparación actual, así como la reparación de devanados, circuito magnético, verificación del estado de las conexiones de contacto de los devanados al interruptor de voltaje y terminales, verificación de los dispositivos de conmutación, reparación de sus contactos y mecanismo de conmutación, verificación del estado del tanque del transformador, expansores y tuberías, reparación de bujes.
El transformador se pone fuera de servicio para su reparación en caso de emergencia en las siguientes condiciones:
El envejecimiento del aislamiento del devanado y la humectación del aceite pueden provocar un cortocircuito en el bastidor y fallas de fase a fase en los devanados del transformador, lo que da como resultado un ruido de funcionamiento anormal del transformador.
Un mal funcionamiento en forma de "fuego de acero", que ocurre debido a una violación del aislamiento entre láminas del núcleo o el aislamiento de los pernos de unión, conduce a un aumento en el calentamiento de la carcasa y el aceite bajo carga normal , zumbido y crepitar característico dentro del transformador.
Un aumento de "zumbido" en el transformador puede ocurrir debido al debilitamiento de la presión del conductor magnético, un desequilibrio de carga de fase significativo y cuando el transformador opera a voltaje aumentado. El crepitar dentro del transformador indica una superposición (pero no una ruptura) entre el devanado o los grifos al marco, o un terreno abierto, en el que pueden ocurrir descargas eléctricas del devanado o sus grifos al marco.
| Aflojamiento de los tornillos que sujetan la tapa del transformador y otras partes (expansor, tubo de escape, etc.) | Revise y apriete todos los tornillos |
| El transformador funciona con sobretensión. | Coloque el interruptor de voltaje en la posición apropiada. |
| El prensado de las articulaciones en el circuito magnético está roto. | Se ha aflojado el apriete de los espárragos verticales que aprietan las varillas con los yugos. Reprima el circuito magnético, reemplazando las juntas en las juntas superior e inferior del circuito magnético |
| Aflojamiento de la compactación del circuito magnético laminado | Revise todos los pernos y espárragos de presión y apriételos sueltos |
| Vibración de las láminas exteriores del circuito magnético. | Para acuñar las láminas del circuito magnético |
| Transformador de sobrecarga | Reducir carga | Reducir el desequilibrio de carga |
| Cierres entre fases, entre vueltas de bobinados | Repare o reemplace el bobinado |
Las roturas en los devanados son consecuencia de la mala calidad de las conexiones de contacto en los devanados.
Un abierto en el devanado primario de un transformador delta-estrella, delta-delta y estrella-estrella conduce a un cambio en el voltaje secundario.
Para determinar el alcance de la próxima reparación, se diagnostica el transformador, que es un conjunto de trabajos para identificar la naturaleza y el alcance del daño a sus partes. Con base en la detección de fallas, se determinan las razones, el tamaño del daño y la cantidad requerida de reparación del transformador. Al mismo tiempo, se determina la necesidad de materiales, herramientas y accesorios para la producción de reparaciones.
| Síntomas de mal funcionamiento | Posibles causas del mal funcionamiento | Solución de problemas |
| Sobrecalentamiento de transformadores | Transformador sobrecargado | Establecer una sobrecarga por instrumentos o quitando el gráfico de corriente diaria. Elimine la sobrecarga encendiendo otro transformador o desconecte los consumidores menos críticos |
| Alta temperatura ambiente del transformador. | Si la temperatura del aire aumenta de 8 a 10 ° C a una distancia de 1,5 a 2 m del transformador en el medio de su altura, mejore la ventilación de la habitación. | |
| El nivel de aceite en el transformador ha bajado | Rellenar aceite hasta el nivel normal | |
| Daños en el interior del transformador (circuito de giro, circuitos en cortocircuito debido a daños en el aislamiento de tirantes y espárragos, etc.) | Con el rápido desarrollo de estos daños se producirá un aumento de la temperatura del aceite, el desprendimiento de gases y el funcionamiento de la protección de gas por señal o parada. | Elimina la sobrecarga o reduce el desequilibrio de la fase de carga |
| Desglose de devanados en la caja, entre devanados de AT y BT o entre fases | Deterioro de la calidad del aceite o disminución de su nivel. | El aislamiento se prueba con un megaohmímetro o con sobretensión. |
| Deterioro de la calidad del aislamiento por envejecimiento. | Si es necesario, se repara el devanado y se rellena o cambia el aceite por completo. | |
| Crepita dentro del transformador | Superposición entre bobinados o grifos corporales | Abra el transformador y repare las tomas de puesta a tierra y devanado. |
| Romper el suelo | ||
| Rotura de bobinados | Bobinados mal soldados | A menudo se produce una rotura en la curva del anillo de alambre debajo del perno |
| Daños en los grifos de los devanados a los terminales. | Reemplazado con conexión de amortiguador flexible | |
| Las superficies de contacto del dispositivo de conmutación están fundidas o quemadas. | Interruptor mal ensamblado o en cortocircuito | Repare o reemplace el interruptor |
| Fugas de aceite de grifos, bridas, soldaduras | El tapón de la válvula está mal lapeado, las juntas de las juntas de las bridas están dañadas, la estanqueidad de la costura de soldadura del tanque del transformador está rota | Esmerile el grifo, reemplace las juntas o apriete los pernos en las bridas, suelde las costuras con soldadura de acetileno. Después de soldar, pruebe el tanque con agua durante 1 a 2 horas con una presión de columna de agua de 1,5 m por encima del nivel de aceite en el expansor. |
El desmontaje del transformador durante la revisión se realiza en el siguiente orden. El aceite se drena del expansor, se retiran el relé de gas, el tubo de seguridad y el expansor; coloque tapones en los orificios de la tapa del tanque. Con la ayuda de mecanismos de elevación, los anillos de elevación levantan la tapa con la parte activa del transformador con eslingas. Levantándolo de 10 a 15 cm, inspeccione el estado y la posición de la junta de sellado, sepárelo del marco del tanque con un cuchillo y, si es posible, guárdelo para su reutilización. Después de eso, la parte activa se retira del tanque en secciones convenientes para eliminar los lodos de aceite, lavar los devanados y el núcleo con una corriente de aceite caliente y detectar defectos. Luego se instala la parte activa en una plataforma previamente preparada con un palet. Elevando la parte activa del transformador 20 cm por encima del nivel del tanque, mueva el tanque hacia un lado y, para la conveniencia de la inspección y reparación, la parte activa se instala en una plataforma sólida. Los devanados se limpian de suciedad y se lavan con un chorro de aceite de transformador calentado a 35-40 ° C.
Si los bujes del transformador están ubicados en las paredes del tanque, primero retire la tapa, drene el aceite del tanque 10 cm por debajo de los aisladores de los bujes y, habiendo desconectado los bujes, retire los aisladores y luego retire la parte activa del tanque.
El desmontaje, inspección y reparación del transformador se realiza en una sala seca y cerrada adaptada para la producción de estas obras.
Después de quitar la parte activa, se verifica el estado del circuito magnético: la densidad del ensamblaje y la calidad de la mezcla, la resistencia de las fijaciones de las vigas del yugo, el estado de las mangas aislantes, arandelas y juntas, el grado de apriete de tuercas, espárragos, tirantes y el estado de puesta a tierra. Preste especial atención al estado de los devanados: acuñamiento en las varillas del núcleo magnético y la fuerza del ajuste del devanado, la ausencia de rastros de daños, el estado de las partes aislantes, la resistencia de las conexiones de los terminales, amortiguadores .
Durante el período de revisión del transformador, además de los trabajos enumerados, si es necesario, el yugo del circuito magnético se afloja con el prensado de la plancha y la extracción de las bobinas de bobinado.
El tipo más común de circuito magnético de transformadores de potencia es plano (varilla) (Fig. 123, a). La sección transversal del yugo 6 y 7 es rectangular, y la varilla tiene la forma de una figura 3 de varias etapas, cerca de un círculo. El núcleo magnético se junta con las vigas del yugo 5 n 8 utilizando las clavijas pasantes 4 y las clavijas verticales de sujeción 2.
Arroz. 123. Circuitos magnéticos planos (a) y espaciales (b) del transformador:
1 - eje de varillas; 2 - tirantes verticales: 3 - forma de barra multietapa; 4 - pasadores; 5, 8 - vigas de yugo; 6, 7 - secciones transversales del yugo; 9 - viga de soporte; 10 - vendaje; 11 - tubo aislante; 12 - junta aislante; 13 - Muelle Belleville, 14 - Junta aislante.
Los transformadores con una capacidad de 250 - 630 kVA se producen con núcleos magnéticos sin clavijas. El prensado de las placas de varillas en estos transformadores se realiza mediante tiras y cuñas accionadas entre el circuito magnético y el cilindro. Recientemente, la industria ha estado fabricando transformadores con una capacidad de 160 - 630 kV A con un circuito magnético espacial (Fig. 123, b). El circuito magnético de tal transformador es una estructura rígida, cuyos ejes verticales de las varillas 1 tienen una disposición espacial. Las láminas de acero de la varilla se comprimen mediante una banda 10 de material aislante o una cinta de acero con un espaciador de material aislante en lugar de pasadores. Los yugos superior e inferior se unen mediante tirantes verticales 2 mediante tuercas, debajo de las cuales se colocan resortes Belleville 13. Para aislar los pasadores del yugo se utilizan juntas aislantes 14 y tubos aislantes 11 de las varillas. La estructura del circuito magnético está unida con pernos a las vigas de soporte 9.
El circuito magnético espacial se fabrica como un circuito magnético a tope en lugar de uno laminado, ya que el yugo y las varillas están conectados en un circuito magnético mediante acoplamiento. Para evitar un cortocircuito entre el acero del yugo y la varilla, se coloca una junta aislante 12 entre ellos.
En los transformadores producidos anteriormente, los núcleos magnéticos se unían mediante pines horizontales, aislados del acero del núcleo magnético y pasando a través de los orificios de las placas.
El desmontaje del circuito magnético es el siguiente: se desenroscan las tuercas superiores de los espárragos verticales y las tuercas de los espárragos horizontales, se retiran de los orificios del yugo, se retiran las vigas del yugo y el yugo superior del circuito magnético se retira, comenzando con dos o tres placas en cada uno de los paquetes exteriores. Las placas se doblan en la misma secuencia en la que se retiran del yugo y se atan en bolsas.
En los circuitos magnéticos apretados por pasadores horizontales, el aislamiento de los pasadores a menudo se daña, lo que conduce a cortocircuitos de las placas de acero y provoca un fuerte calentamiento del hierro por las corrientes parásitas. Durante la reparación del circuito magnético de tal diseño, el manguito aislante se reemplaza por uno nuevo. A falta de recambio, la funda está hecha de papel de baquelita, enrollada en una horquilla, impregnada con barniz de baquelita y horneada. Los tubos aislantes para montantes con un diámetro de 12-25, 25-50 y 50-70 mm se fabrican con un espesor de pared de 2-3, 3-4 y 5-6 mm, respectivamente. Las arandelas aislantes a presión y los espaciadores para montantes están hechos de cartón eléctrico con un grosor de 2 mm o más.
La restauración del aislamiento dañado de las placas del núcleo magnético comienza con la ebullición de las placas en una solución de hidróxido de sodio al 10% o en una solución de fosfato trisódico al 20%, seguido de un lavado de las placas con agua corriente caliente (50 - 60 ° C). Después de eso, una mezcla de 90% de barniz de secado en caliente No. 202 y 10% de queroseno filtrado puro se aplica cuidadosamente a una hoja de acero calentada a 120 ° C con una pistola rociadora. Puede utilizar barniz gliftal nº 1154 y disolventes de benceno y gasolina para aislar las placas. Después de aplicar una capa de aislamiento, las placas se secan durante 7 horas a 25 C. Para grandes volúmenes de trabajo se utilizan máquinas especiales para barnizar las placas y hornos especiales para hornearlas y secarlas.
Al reemplazar las placas gastadas, se utilizan nuevas placas de acero hechas de muestras o plantillas. En este caso, las láminas se cortan de modo que el lado del neumático de las placas esté a lo largo de la dirección de laminación del acero - | y los orificios para los tirantes en las placas se hacen estampando, no perforando. Después de hacer el plato, ¡lo tapo! aislamiento de una de las formas anteriores.
La mezcla comienza con el paquete central de la varilla del medio, colocando las placas con el lado aislado dentro del yugo. A continuación, realice el batido de los paquetes extremos, comenzando con placas largas y evitando superposición de placas estrechas de varillas y huecos en las juntas. Los orificios de las placas del yugo deben coincidir exactamente con los orificios de las placas de la varilla. Las placas se alinean con un golpe de martillo contra una barra colectora de cobre o aluminio. Un yugo bien cosido no tiene espacios entre las capas de las placas, espacios ni daños en el aislamiento entre las placas en la unión.
Después de alinear el yugo superior, se instalan las vigas del yugo superior y se presionan el magnetoproiod y los devanados con ellos. Las vigas de yugo en los transformadores se aíslan de las placas con una arandela en forma de anillo hecha de cartón eléctrico con un grosor de 2-3 mm con almohadillas unidas en ambos lados.
A ambos lados del yugo superior, se instalan vigas de yugo en los orificios de las vigas, se introducen cuatro tirantes verticales con tubos aislantes, se colocan cartones y arandelas de acero en los extremos de los postes y se aprietan con tuercas, La puesta a tierra del Las vigas de yugo verticales se realizan con varias cintas de cobre estañado.
En los tirantes, apriete las tuercas, presionando el yugo superior, y apriete uniformemente las tuercas de los pasadores de presión verticales; se presiona el devanado y finalmente se presiona el yugo superior. Mida la resistencia del aislamiento en los espárragos con un megaohmímetro, corte las tuercas de los espárragos para que no se desenrosquen solos durante el funcionamiento del transformador.
Los devanados de los transformadores de potencia son el elemento principal de la parte activa. En la práctica, los devanados se dañan con mucha más frecuencia que otros elementos del transformador.
Dependiendo de la potencia y voltaje nominal, se utilizan transformadores. varios diseños bobinados. Entonces, en transformadores de potencia con una capacidad de hasta 630 kVA a baja tensión, se utilizan principalmente devanados cilíndricos de una y dos capas; con potencia hasta 630 kV -A al voltaje más alto de 6, 10 y 35 kV, se utilizan devanados cilíndricos multicapa; con una capacidad de 1000 kV A y más, los devanados de tornillo se utilizan como devanados de BT. En el caso de un devanado helicoidal, las filas de espiras enrolladas están dispuestas de modo que se formen canales para el aceite entre ellas. Esto mejora las condiciones de enfriamiento del devanado debido a los flujos de aceite de enfriamiento. Los alambres del devanado helicoidal se enrollan en cilindros de papel-baquelita o se cortan plantillas mediante tiras y juntas de cartón eléctrico, que forman canales verticales a lo largo de la superficie interior del devanado, así como entre sus vueltas. Los devanados de los tornillos tienen una alta resistencia mecánica. La reparación de los devanados de los transformadores de potencia se puede realizar sin pelar o con pelado de núcleos magnéticos.
La deformación insignificante de las vueltas individuales, el daño a pequeñas secciones del aislamiento del cable, el aflojamiento del prensado de los devanados, etc., se eliminan sin desmontar la parte activa del transformador.
Al reparar los devanados sin quitarlos, las vueltas deformadas de los devanados se enderezan con golpes de martillo en una junta de madera aplicada a la vuelta. Cuando repare el aislamiento de la bobina sin desmontar los devanados, utilice un paño de barniz resistente al aceite (marca LHSM), que se aplica al conductor desnudo de la bobina. El conductor se aprieta previamente con una cuña de madera para la conveniencia de trabajar en el aislamiento de la bobina. Se enrolla una cinta de tela barnizada con una superposición con la superposición de la vuelta anterior de la cinta por V2 parte de su ancho. Se aplica un vendaje común hecho de cinta de algodón a un lazo aislado con tela barnizada.
Los devanados sueltos, cuyo diseño no prevé anillos de presión, se presionan utilizando juntas aislantes adicionales hechas de cartón eléctrico o getinax. Para ello, se introduce temporalmente una cuña de madera en filas adyacentes de bobinado para debilitar la densidad de los espaciadores, permitiendo así la inserción del espaciador de prensa accionado en el lugar debilitado. Martilla la almohadilla de presión y pasa a la siguiente ubicación. Este trabajo se realiza a lo largo de toda la circunferencia del devanado, martillando los espaciadores entre el yugo y el aislamiento adicional.
Los daños importantes a los devanados (cortocircuitos de giro, rotura del aislamiento de los devanados al acero del circuito magnético o entre los devanados de AT y BT, etc.) se eliminan después de retirar los devanados.
Para desmontar los devanados, se retira el circuito magnético del transformador. El trabajo comienza destornillando las tuercas superiores de los pernos verticales. A continuación, se desenroscan las tuercas de los espárragos horizontales, se retiran los espárragos de presión horizontales del orificio del yugo y se retiran las vigas del yugo. Una de las vigas del yugo está marcada previamente con una designación convencional (VN o NN).
La desalineación de las placas del yugo superior del circuito magnético comienza simultáneamente desde los lados de AT y BT, sacando 2 - 3 placas alternativamente de los paquetes extremos. Las placas se apilan en el mismo orden en que se retiraron del yugo. y empaquetado en paquetes. Para proteger las placas de los núcleos del circuito magnético de daños en el aislamiento y derrames, se atan pasando un trozo de alambre a través del orificio para el perno.
El desmantelamiento de los devanados de los transformadores de baja potencia se realiza manualmente y con una potencia de 630 kVA y superior, utilizando dispositivos extraíbles. Antes de levantar, el devanado se ata firmemente con una cuerda en toda su longitud y las empuñaduras del dispositivo se insertan cuidadosamente debajo del devanado.
Reemplace las bobinas dañadas por otras nuevas. Si una bobina nueva pudiera humedecerse durante el almacenamiento, entonces se seca en una cámara de secado o con rayos infrarrojos.
El cable de cobre de la bobina averiada se reutiliza. Para hacer esto, el aislamiento del cable se cuece en un horno, se lava con agua para eliminar los residuos de aislamiento, se endereza y se enrolla un nuevo aislamiento. Para el aislamiento, se utiliza papel de cable o teléfono de 15 a 25 mm de ancho, enrollado en un alambre en dos o tres capas. La capa inferior se aplica de extremo a extremo y la superior se superpone con la superposición de la vuelta anterior de la cinta en ½ o ¼ de su ancho. Las tiras de cinta aislante están pegadas con barniz de baquelita.
A menudo, se fabrica uno nuevo para reemplazar una bobina defectuosa. El método de fabricación de bobinados depende de su tipo y diseño. El diseño más avanzado es el devanado continuo, producido sin roturas. En la fabricación de bobinado continuo, los cables se enrollan en una plantilla envuelta en una hoja de cartón eléctrico con un grosor de 0,5 mm. En el cilindro, instalado en la máquina bobinadora, se colocan rieles con espaciadores para formar canales y el extremo del cable bobinado se fija con cinta de algodón. El bobinado continuo se puede enrollar en el sentido de las agujas del reloj (diestros) y en sentido antihorario (zurdos). Encienda la máquina y guíe el alambre de bobinado uniformemente sobre el cilindro. Las transiciones de una bobina a otra durante el bobinado están determinadas por la nota de asentamiento y se realizan en el intervalo entre los mismos dos carriles. Las uniones de cables están además aisladas con cajas de cartón eléctrico, aseguradas con cinta de algodón. Una vez finalizado el devanado, se realizan los dobleces (externos e internos), colocándolos de acuerdo con los dibujos y aislándolos. Los anillos de soporte aislante se instalan en los extremos de la bobina y se retiran de la máquina. La bobina se junta con placas de metal por medio de tirantes y se envía a la cámara de secado para su secado.
A continuación se muestra el esquema del algoritmo y el diagrama de flujo para la fabricación de un devanado multicapa del transformador de AT con una capacidad de 160 kVA y una tensión de 10/04 kV.

| P / p No. | El procedimiento para hacer un bobinado. | Herramienta, material |
| 1. | Prepare un cilindro de baquelita, para lo cual verifique su estado y dimensiones, y fíjelo en la máquina. A falta de uno terminado, haga un cilindro de cartón eléctrico con una longitud de 32 mm más larga que la longitud del devanado. | Criterio Electrocardiógrafo EMC 1,5 - 2 mm de espesor |
| 2. | Prepare material aislante para el aislamiento entre capas. Para la fabricación de aislamiento post-capa, se utiliza un cartón eléctrico con un grosor igual al diámetro del alambre (o al grosor de la bobina); el aislamiento terminado está envuelto con papel de teléfono. | Tijeras, papel de cable (0,1 m), papel de teléfono EMC de cartón eléctrico (0,5 mm) (0,05 mm) |
| 3. | Coloque el carrete de alambre en el plato giratorio, ajuste la tensión del alambre. | Molinillo de alambre de bobinado PB con un diámetro de 1,45 / 1,75. |
| 4. | Coloque el collar de compensación del extremo en el cilindro cerca de la mejilla de la plantilla. Doble el cable en ángulo recto. | Cintas (guardián, paño barnizado). |
| Aísle el cable y asegúrelo. | ||
| Pase el doblez a través del corte en la plantilla y asegure la plantilla a la placa frontal de la máquina bobinadora. | Martillo, cuña de fibra. | |
| Enrolle una capa de la bobina, sellando sus vueltas en la dirección axial con una cuña. | Papel cable 0,1 mm. | |
| Envuelva la primera capa de envoltura con capas de papel de cable. | ||
| 5. | Enrolle las capas del bobinado una por una. Cada transición de una capa a otra debe retrasarse un tercio del círculo. Al final de cada capa (2 - 3 vueltas antes del final), se instala una correa de compensación (como en 4). Las tiras de haya se instalan entre las capas de acuerdo con la nota de cálculo. | Tijeras manuales para metal. Tablones de haya con cajas de cartón. |
| Al realizar curvas sobre listones de haya, según la nota de cálculo, se marcan los puntos de salida de las curvas. | ||
| 6. | Realice las curvas de acuerdo con la nota de liquidación. La sección transversal de las ramas debe ser de al menos 1.5 - 2 secciones del alambre de bobinado con un diámetro de hasta 1 mm y 1.2-1.25 - con un diámetro de más de 1 mm. | |
| Aísle el extremo de la bobina con cinta de media capa. | ||
| Pase el extremo del carrete a través del bucle y apriete. Corta el extremo de la cinta. | ||
| Aplique papel de cable en la mitad de capas superpuestas en capa superior bobinados. | ||
| Pele el aislamiento en los extremos del devanado. | ||
| 7. | Retire el bobinado de la máquina. | Martillo. |
| Ate el devanado axialmente en 3-4 lugares con cinta. | ||
| Sujete en lugares conectados con juntas de cartón eléctricas. | ||
| 8. | Remojar el devanado en barniz durante al menos 15 minutos y dejar escurrir el barniz (15-20 minutos). | Instalación para impregnación y secado. Barniz Glyftel GF-95. una |
| Seque el devanado a una temperatura de 100 ° C durante 5 a 6 horas. | ||
| Hornee el barniz de bobinado a una temperatura de 85 - 90 ° С durante 18 - 20 horas con aire caliente. | ||
| Retirar el devanado del horno y enfriar. |
El devanado se seca a una temperatura de aproximadamente 100 ° C durante 15 a 20 horas, dependiendo del volumen de la bobina, el grado de aislamiento de la humedad, la temperatura de secado, etc. Luego se prensa, se impregna a una temperatura de 60 a 80 ° C con barniz de la marca TF-95 y horneado a una temperatura de 100 ° C durante 10-12 horas. El devanado se hornea en dos etapas: primero, el devanado impregnado se seca a una temperatura ligeramente más baja para eliminar los disolventes restantes en el aislamiento, y luego se aumenta la temperatura para hornear el devanado. Secar y hornear el devanado aumenta la rigidez dieléctrica del aislamiento y la resistencia mecánica de la bobina, otorgándole la solidez necesaria.

Arroz. 124. Máquina para bobinar devanados de transformadores:
1 - motor eléctrico; 2 - caso; 3 - transmisión por correa; 4 - contador de vueltas; 5 - embrague; 6 - husillo; 7 - disco de textolita; 8 - nuez 9 - plantilla; 10 - pedal de control.
Se utilizan varias máquinas para la fabricación de bobinados. Una máquina en voladizo para bobinar devanados de transformadores de pequeña y mediana potencia (hasta 630 kVA) (Fig.124) consta de una plantilla con dos contracuñas de madera 9, sujetas por discos de textolita 7 y tuercas fijas 8. La plantilla se instala en un eje 6, que gira desde un motor eléctrico 1 a través de una transmisión por correa 3. Para tener en cuenta el número de vueltas del cable, la máquina tiene un contador de vueltas 4. El devanado terminado se retira de la plantilla después de desenroscar la tuerca 8, quitando el disco derecho y extendiendo las cuñas 9 de la plantilla. La máquina está controlada por un pedal 10 conectado al embrague 5.

Arroz. 125. Aislamiento del circuito magnético (a) y acuñamiento de los devanados (c) al instalar los devanados del transformador:
1 - aislamiento de yugo; 2 - cilindro de cartón eléctrico; 3 - varillas redondas; 4 - tiras; 5 - extensión.
Los devanados se empujan sobre los núcleos del circuito magnético, previamente apretados con cinta de seguridad (Fig. 125). Los devanados montados en el circuito magnético se encajan mediante tiras y varillas de haya, habiendo colocado previamente dos capas de cartón eléctrico entre los devanados de AT y BT. Las tiras de haya frotadas con parafina se insertan primero entre las envolturas a una profundidad de 30-40 mm y luego se martillan en pares alternativamente opuestos (Fig. 125, b). Para preservar la forma cilíndrica de los arrollamientos, primero se martillan las varillas redondas 3 y luego las tiras 4 con un martillo utilizando una extensión de madera 5, evitando que se partan los extremos de las varillas o tiras.
De la misma manera, el devanado de BT se encaja en la varilla con pasadores de madera redondos, martillándolos a lo largo de toda la circunferencia del devanado entre el cilindro y los escalones del núcleo magnético.
Una vez finalizado el acuñamiento de los devanados, se instala el aislamiento del yugo superior y se carga el yugo superior del circuito magnético.
En transformadores de baja potencia, para conectar los devanados con los contactos del interruptor y las varillas de buje, los extremos de los cables se pelan cuidadosamente a una longitud de 15 a 30 mm (según su sección transversal), superpuestos entre sí, conectados con un tirante de cinta de cobre estañado 0,25-0 de espesor, 4 mm o una venda de alambre de cobre estañado de 0,5 mm de espesor y soldado con soldadura POS-30 utilizando colofonia o bórax como fundente.
En los transformadores de alta potencia, se utiliza soldadura de cobre-fósforo con una temperatura de fusión de 715 ° C para conectar los extremos de los devanados y conectarlos a los grifos. El lugar de soldadura se limpia, se aísla con papel y tela barnizada hasta 25 mm de ancho y se cubre con barniz GF-95. Los grifos de bobinado están hechos con un amortiguador en el extremo para proteger el cable de roturas. Los grifos de bobinado de alta tensión en toda su longitud están cubiertos con barniz GF-95.
Las partes aislantes del núcleo del transformador están hechas de cartón, papel, madera. Estos materiales son higroscópicos y absorben la humedad del aire circundante, reduciendo sus propiedades de aislamiento eléctrico. Para una alta rigidez dieléctrica del aislamiento del núcleo, se seca en hornos en armarios especiales, con un soplador de aire, etc.
El método más utilizado en la práctica es el método de secado en su propio tanque calentado: cuando la corriente alterna pasa a través de un devanado especial superpuesto a la superficie aislada térmicamente del tanque, se forma un fuerte campo magnético, que se cierra a través del acero. del tanque y lo calienta.
Transformadores secos en tanque sin aceite (para acelerar el proceso de secado de la parte activa y preservar la calidad del aceite y aislamiento de los devanados). Una bobina magnetizante colocada en el tanque calienta el tanque. Las vueltas de enrollamiento se colocan en el tanque de tal manera que al menos el 60% del devanado esté en la parte inferior del tanque. Durante el calentamiento, la tapa del tanque también está aislada. El aumento de temperatura se regula cambiando el número de vueltas de los devanados, al tiempo que se evita un aumento de la temperatura de los devanados por encima de 100 ° C y del tanque por encima de 110-120 ° C.
El indicador del final del secado es el valor de estado estable de la resistencia de aislamiento de los devanados durante 6 horas a una temperatura constante de al menos 80 ° C. Después de terminar de secar y reducir la temperatura de los devanados a 75-80 ° C, el tanque del transformador se llena con aceite seco.
La superficie interior del tanque se limpia con un raspador de metal y se lava con aceite de transformador usado. Las abolladuras se calientan con una llama. quemador de gas y enderezar con golpes de martillo. Las grietas en la nervadura y la pared del cuerpo se sueldan con soldadura de gas y en la tubería, con soldadura eléctrica. Para verificar la calidad de la soldadura, el lado exterior de la costura se limpia y se cubre con tiza, y el interior se humedece con queroseno (en presencia de grietas, la tiza se humedece con queroseno y se oscurece). La estanqueidad del cuerpo se verifica llenando el tanque con aceite usado durante 1 hora a una temperatura no inferior a 10 ° C.
Antes de soldar, se perforan grietas en sus extremos. a traves de los hoyos unos milímetros de diámetro. Biselar los bordes de la grieta y soldarlos con soldadura eléctrica. La estanqueidad de la costura se controla con queroseno. Las costuras sueltas se cortan y se vuelven a soldar.
Al reparar el expansor, verifique la integridad del tubo de vidrio del indicador de aceite, el estado de las juntas. Se reemplaza el vidrio plano o el tubo de vidrio del indicador de aceite defectuoso. Las juntas de goma y las juntas que han perdido su elasticidad se sustituyen por otras nuevas fabricadas con goma resistente al aceite. Retire el sedimento del fondo del expansor y lávelo con aceite limpio. El corcho se frota con un polvo abrasivo fino. El empaque del prensaestopas se reemplaza por uno nuevo, que está hecho de cordón de amianto impregnado en una mezcla de grasa, parafina y polvo de grafito.
Compruebe la resistencia y la estanqueidad de la fijación del diafragma de vidrio en el tubo de seguridad; el interior de la tubería se limpia de suciedad y se lava con aceite de transformador limpio.
Al reparar transformadores, se presta especial atención a la seguridad de los aisladores y al refuerzo de los bujes. Las virutas con un área de hasta 3 cm² o rayones de hasta 0,5 mm de profundidad se lavan con acetona y se cubren con dos capas de barniz de baquelita, secando cada capa en un horno a una temperatura de 50-60 ° C.
Las juntas de refuerzo se reparan de la siguiente manera: la sección dañada de la junta se limpia con un cincel y se rellena con un nuevo compuesto cementoso. Si la costura de refuerzo se rompe más del 30%, el buje se reemplaza por completo. La composición cementosa por porción de un insumo se prepara a partir de una mezcla que consta (en peso) de 140 partes de magnesita, 70 partes de polvo de porcelana y 170 partes de una solución de cloruro de magnesio. Esta composición se usa dentro de los 20 minutos. Una vez que la masilla se ha endurecido, la costura se limpia y se cubre con esmalte nitro 624C.
El filtro de termosifón se limpia del absorbente viejo, la cavidad interior se lava con aceite de transformador, se llena con una nueva sustancia absorbente y se fija al tanque del transformador en las bridas.
La reparación del interruptor consiste en la eliminación de defectos en conexiones de contacto, tubos aislantes de cilindros y dispositivos de sellado. Los contactos se limpian, se lavan con acetona y aceite de transformador. Los contactos quemados y derretidos se archivan con un archivo. Los contactos rotos y quemados se reemplazan por otros nuevos. Los daños menores en el aislamiento del tubo o cilindro se reparan con dos capas de barniz de baquelita. Los puntos debilitados de unión de los grifos de bobinado se sellan con soldadura POS-30.
Se ensambla el interruptor reparado, se limpia el sitio de instalación con un trapo, se inspecciona el prensaestopas, se coloca la manija del interruptor y se aprietan los pernos. La calidad del interruptor se comprueba cambiando sus posiciones. Los cambios deben ser claros y los pasadores de bloqueo en todas las posiciones deben encajar completamente en sus enchufes.
La verificación del funcionamiento del dispositivo de conmutación para regular la tensión bajo carga consiste en determinar la corrección del funcionamiento secuencial de los contactos móviles. a y B interruptor y contactores K1 y K2. El hecho de no operar estos elementos del dispositivo de conmutación en la secuencia puede provocar daños graves al transformador y un accidente en la red eléctrica.
El ensamblaje del transformador sin un expansor, cuyas entradas están ubicadas en las paredes del tanque, comienza bajando la parte activa al tanque, luego instale las entradas, conecte los grifos de los devanados a ellos y al interruptor, y instale la tapa del tanque. Las cubiertas de los transformadores de baja potencia se instalan en los pasadores de elevación de la parte activa, equipados con las partes necesarias, y en los más potentes, ensamblados, se instalan por separado. Durante el montaje, asegúrese de que las juntas estén correctamente instaladas y las tuercas de fijación estén apretadas. La longitud de los pasadores de elevación se ajusta de modo que la parte extraíble del circuito magnético y la tapa queden correctamente colocadas en sus lugares. La longitud requerida de los pasadores de elevación está predeterminada con un listón de madera. La longitud de los espárragos se ajusta moviendo la tuerca.
La parte activa del transformador que utiliza dispositivos de elevación se baja al tanque con una junta de sellado hecha de una lámina de goma resistente al aceite (Fig. 126).

Arroz. 126. La unión de la (s) junta (s) y los métodos de instalación de la (s) junta (s) al sellar el tanque con una junta de goma resistente al aceite:
1 - pared del tanque; 2 - limitador; 3 - tapa del tanque; 4 - junta; 5 - estructura de tanque.
Los soportes para colocar un expansor con un indicador de aceite, un tubo de seguridad, un interruptor, un relé de gas y un fusible de ruptura están instalados en la tapa del tanque.
El transformador se llena con aceite de transformador seco al nivel requerido de acuerdo con el indicador de aceite del expansor, verifique la estanqueidad de los accesorios y piezas, así como la ausencia de fugas de aceite en las juntas y costuras.
TARJETA TECNOLÓGICA TÍPICA (TTK)
ORGANIZACIÓN DEL TRABAJO PARA SUSTITUIR KTP 6-10 / 0.4 KV
1 ÁREA DE USO
Se desarrolla un mapa tecnológico típico para la organización de la mano de obra para el reemplazo de subestaciones transformadoras de 6-10 / 0.4 kV.
SUBESTACIONES DE TRANSFORMADOR COMPLETAS
ESQUEMAS DE CONEXIÓN ELÉCTRICA PARA SUBESTACIÓN 6-10 / 0,38 kV
Una subestación transformadora completa (KTP) es una subestación que consta de transformadores y bloques que se suministran ensamblados o totalmente preparados para el montaje.
Las subestaciones transformadoras 6-10 / 0, 38 kV están hechas de uno y dos transformadores, sin salida y de paso. En las subestaciones sin salida en el lado de alta tensión, se proporciona un seccionador con cuchillas de puesta a tierra y fusibles (Fig. 1 y 2).
Figura 1. Esquema de conexiones eléctricas de KTP 10 / 0.4 kV con una potencia de 25 y 40 kVA:
1 - punto de desconexión de línea 10 kV (LRP); 2 - pararrayos de válvula RVO-10; 3 - transformador TM-25/10 - TM-40/10;
4 - fusible PC-1; 5 - Interruptor RP-313; 6 - pararrayos RVN-1U1; 7 - transformador de corriente TK-20U3; 8 - interruptor automático A3700; 9 - disyuntor automático AP50-2MZTO; 10 - arrancador magnético PME-211; 11 - foto relé FR-2

Figura 2. Esquema de conexiones eléctricas para KTP 10 / 0.4 kV con una potencia de 63-160 kVA:
1 - LRP 10 kV; 2 - pararrayos de válvula RVO-10; 3 - transformador TM-63/10 - TM-160/10; 4 - fusible PC-1; 5 - Disyuntor RP-313;
6 - descargadores RVN-1U1; 7 - transformador de corriente TK-20; 8 - interruptor automático A3700; 9 - arrancador magnético PME-211;
10 - relé de foto FR-2
Los seccionadores de carga se instalan en subestaciones de paso en los circuitos de líneas de 6-10 kV (Fig. 3 y 4).

Fig. 3. Diagramas de conexión eléctrica de 10 / 0,4 kV KTP de tipo pasante con una capacidad de 250-630 kV-A (KTPP-V-630-2, KTPP-K-630-2).
Los interruptores automáticos se instalan en las líneas de salida de 0,38 kV:
1 - transformador TM-250/10 - TM-630/10; 2 - 4 - disyuntor VN-11 con accionamientos PR-17, PR-10; 5 - pararrayos de válvula RVO-10; 6 - pararrayos de válvula RVN-1U1, 7 - interruptor de bloque BV;
8 - transformador de corriente TK-20; 9 - contador de energía activa SACHU-I672M; 10 12 - resistencia PE-75; 13 - fusible Ts27PP-6-2; 14 - fusible Ts27PP-15-2; 15 - conmutación de paquetes; 16 - arrancador magnético PME-211;
17 - relé fotográfico FR-2; Dieciocho, 19 - interruptores automáticos A3700; 20 - conmutador de paquetes; 21 - relé térmico TRN-10;
22 - relé de corriente máxima RE-571T; 23 - relé intermedio RP-41; 24 - lámpara NB-27
Figura 4. Esquema de conexiones eléctricas de tipo pasante KTP 10 / 0.4 kV con una capacidad de 250-630 kVA (KTPP-V-630-2, KTPP-K-630-2).
Los fusibles se instalan en las líneas de salida 0,38 kV
1 - transformador TM-250/10 - TM-630/10; 2 - Fusible PK-10N; 3 - Seccionador RVZ-10/400 con accionamiento PR-10; 4 - disyuntor VN-11 con accionamientos PR-17, PR-10; 5 - pararrayos de válvula RVO-10; 6 - descargador de válvulas RVN-1U1; 7 - interruptor de bloque БВ;
8 - Stock transformador TK-20; 9 - contador de energía activa SACHU-I672M; 10 - cambio de lote; 11 - voltímetro E-378;
12 - resistencia PE-75; 13 - fusible Ts27PP-6-2; 14 - fusible Ts27PP-15-2; 15 - conmutación de paquetes; 16 - arrancador magnético PME-211; 17 - foto relé FR-2; 18 - bloque de fusibles - interruptor BPV; 19 - cambio de lote; 20 - Lámpara NB-27;
21 - enchufe hembra ШР
El transformador de potencia se conecta a las barras colectoras de 6-10 kV mediante un seccionador con cuchillas de puesta a tierra y fusibles. La entrada del transformador de potencia a las barras colectoras de 0,38 kV se realiza a través de un interruptor. Desde los buses a través de disyuntores de aire o fusibles, hay de tres a cinco (dependiendo de la potencia del transformador) líneas de 0.38 kV para alimentar los receptores eléctricos y una línea de alumbrado público equipada con un arrancador magnético, que se enciende y apaga automáticamente desde el relevo de la foto.
PROTECCIÓN DE SUBESTACIONES 6-10 / 0,38 kV CONTRA CORRIENTES DE CORTOCIRCUITO Y SOBRETENSIONES.
CONTABILIDAD ELECTRICIDAD
Protección de transformadores de potencia contra corrientes de cortocircuito(SC) del lado de alto voltaje es proporcionado por fusibles PK-10. La corriente nominal de los cartuchos fusibles, dependiendo de la potencia del transformador de potencia, es:
Los disyuntores de aire se instalan en las líneas de salida de 0.38 kV, que realizan las funciones de dispositivos de protección y operativos, o un bloque de interruptores-fusibles.
En las subestaciones con transformadores de 25 y 40 kVA, se instalan interruptores automáticos AP50, que tienen una corriente máxima de cortocircuito máxima permitida de 1500 A. En las subestaciones con transformadores de 63-630 kVA, se instalan interruptores automáticos de las series A3700, AE2000. Los disyuntores están equipados con disparadores combinados con elementos térmicos y electromagnéticos. Las corrientes de cortocircuito en las redes de distribución rurales tienen valores pequeños (acordes con las corrientes máximas de las líneas), especialmente con los cortocircuitos monofásicos. Esto se debe a la gran longitud de las líneas y las pequeñas secciones transversales de los cables. En este sentido, se utiliza protección de corriente, instalada en el hilo neutro de la línea,
Los interruptores automáticos del tipo AP50 tienen un disparo especial en el cable neutro, y los interruptores automáticos A3700 y AE2000 tienen un disparo remoto que opera desde un relé de corriente del tipo RE-571T instalado en el cable neutro o un accesorio del ZT-0.4 escribe. Las subestaciones de dos transformadores se producen sin ATS en el lado de 0,38 kV, y en pedidos especiales es posible la entrega con ATS (Fig. 5). En la línea de alumbrado público, cuyas diferentes fases se colocan en diferentes direcciones, se instalan fusibles del tipo Ts-27PP.
|
|
|
Figura 5. Esquema de conexiones eléctricas del tipo de paso KTP 10 / 0.4 kV de dos transformadores
con una potencia de 2 x (250 - 630) kVA (KTPP-V-2 x 630-4KTPP-K-2 x 630-4):
1 - transformador TM-250/10 - TM-630/10; 2 - fusible PK-10N; 3 - Seccionador RVZ-10/400 con accionamiento PR-10; 4 - disyuntor BH-11 con accionamientos PR-17, PR-10; 5 - pararrayos de válvula RVO-10; 6 - descargador de válvulas RVN-1U1; 7 - interruptor de bloque БВ;
8 - transformador de corriente TK-20; 9 - contador de energía activa SACHU-I672M; 10 - conmutación de paquetes; 11 - voltímetro E-378; 12 - resistencia PE-75; 13 - fusible Ts27PP-6-2; 14 - fusible Ts27PP-15-2; 15 - conmutación de paquetes; 16 - arrancador magnético PME-211;
17 - relé fotográfico FR-2; 18 - bloque de fusibles - interruptor BPV; 19 - cuadro de luces o fusibles; 20 - cambio de lote; 21 - Lámpara NB-27; 22 - enchufe hembra ШР
El número de líneas, los tipos de interruptores automáticos instalados en ellas, las corrientes nominales de los disparadores de los interruptores automáticos y las corrientes nominales de los cartuchos fusibles, según la potencia de la subestación y el fabricante, se dan en la Tabla 1.1-1.3.
Cuadro 1.1
|
AP50-2MZTO, 16 |
AP50-2MZTO, 25 |
AP50-2MZTO, 25 |
||
|
AP50-2MZTO, 16 |
AP50-2MZTO, 25 |
AP50-2MZTO, 40 |
||
Cuadro 1.2
Disyuntores salientes
|
Potencia del transformador, kVA |
Tipo de disyuntor, corriente nominal del relé, A, para el número de líneas salientes |
||||
|
AP50-2MZTO, 16 |
AP50-2MZTO, 25 |
AP50-2MZTO, 25 |
|||
|
AP50-2MZTO, 16 |
AP50-2MZTO, 25 |
AP50-2MZTO, 40 |
|||
Cuadro 1.3
Corrientes nominales de cartuchos fusibles de tipo PN2 instalados en líneas de salida
|
Potencia del transformador, kVA |
Tipo de disyuntor, corriente nominal del relé, A, para el número de líneas salientes |
||||
Protección contra sobretensiones de equipos de subestaciones. Se realiza mediante descargadores de válvulas RVO-10 del lado de mayor tensión y RVN-1 del lado de 0.38 kV.
La medición de la electricidad activa en la subestación se realiza mediante un medidor trifásico del tipo SACHU-I672, conectado a la red mediante transformadores de corriente. En la subestación, puesto a tierra: el neutro del transformador en el lado de baja tensión, todas las partes metálicas de estructuras, aparatos y equipos.
CONSTRUCCIONES DE SUBESTACIONES 6-10 / 0.38 kV
Subestación transformadora completa de tipo callejón sin salida con una capacidad de 25-160 kVA consta de tres partes principales: una celda de 0,38 kV, una caja de fusibles de alta tensión y un transformador de potencia (Fig. 6). El transformador de potencia está ubicado en la parte trasera de la subestación, debajo de la caja de fusibles de alto voltaje. Los aisladores de transformadores de potencia están cubiertos con una carcasa especial, que se adjunta a la pared posterior del gabinete. La entrada de 6-10 kV se realiza mediante pasatapas. Se proporciona un soporte para la fijación de aisladores de baja tensión.

Figura 6. Vista general de KTP de 10 / 0,4 kV de tipo callejón sin salida con una capacidad de 25-160 kVA
Las subestaciones están montadas sobre dos racks de hormigón armado, instalados en pozos perforados (Fig. 7). Se pueden tomar como cimentaciones: estanterías del tipo USO-ZA (longitud 3,6 m), accesorios del tipo PT-2.2-4.25 (longitud 4,25) y cimentaciones en forma de T.
Se instala un seccionador de 10 kV con variador en el soporte final de una línea aérea de 10 kV. La extracción del seccionador hasta el soporte final permite que todos trabajo necesario en la subestación con desenergizado.
De acuerdo con el PUE, las KTP no cerradas deben tener una distancia desde el suelo hasta la entrada de alto voltaje (6-10 kV) de al menos 4,5 m. Estas KTP se instalan sobre cimientos, cuya altura debe ser de al menos 1,8 m desde el nivel del suelo.

Figura 7. Instalación de KTP 10 / 0.4 kV con una capacidad de 25-160 kVA
Se producen KTP con una capacidad de 250 kVA, que se diferencian de los KTP de 25-160 kVA en las dimensiones de un tablero de distribución de 0.38 kV y un marco para instalar un KTP.
Subestación transformadora completa de paso pasante con capacidad 250-630 kV· A Es un bloque único de 3330x2250x4300 mm de tamaño y consta de tres unidades: baja tensión, alta tensión y un transformador de potencia. Las entradas de alto voltaje y las salidas de bajo voltaje pueden ser aéreas (fig. 8) o por cable (fig. 10). La subestación está instalada sobre cuatro racks de hormigón armado fijados en pozos perforados. Es posible instalar el KTP en dos estantes colocados horizontalmente sobre una base arenosa. Esta opción está permitida en suelos rocosos con grandes guijarros y cantos rodados.
|
|
|
Figura 8. Vista general del tipo pasante KTP 10 / 0,4 kV con entradas de aire hasta 630 kVA
Una subestación transformadora completa de tipo pasante con una capacidad de 250-630 kVA es un bloque único de 4300x2320x1900 mm de tamaño y consta de tres nodos: baja, alta tensión y un transformador de potencia (Fig. 9). Bujes de alto voltaje - aire.

Figura 9. Vista general del tipo pasante KTP 10 / 0,4 kV con entradas de aire hasta 630 kVA
|
|
|
Figura 10. Vista general de KTP de 10 / 0,4 kV de tipo callejón sin salida con entrada de cable hasta 630 kVA
Una subestación transformadora completa de dos transformadores de tipo pasante con una capacidad de 2x (250-630) kVA consta de dos bloques de 3300x2250x4300 mm, cada uno de los cuales incluye tres nodos: baja y alta tensión y un transformador de potencia. Los bloques están interconectados por dos cajas (fig. 11 y 12).
|
|
|
Figura 11. Tipo de paso a través KTP 10 / 0,4 kV de dos transformadores con entradas de cable de hasta 2x630 kVA

Figura 12. Tipo pasatapas KTP 10 / 0,4 kV de dos transformadores con entradas de aire hasta 2x630 kVA
2. ORGANIZACIÓN Y TECNOLOGÍA DEL DESEMPEÑO DEL TRABAJO
Cuadro 2.1
|
COMPOSICIÓN DEL EQUIPO |
Grupo de calificación EB |
Designación aceptada |
Número de personas |
|||
|
Electricista para reparación de líneas aéreas - fabricante de obras |
5 personas |
|||||
|
Electricista para reparación de líneas aéreas. |
||||||
|
Conductor de camión grúa |
||||||
|
Gerente de trabajo responsable |
1. Todo el trabajo debe realizarse al costado, en una instalación eléctrica desconectada y con conexión a tierra, bajo la guía del gerente de trabajo responsable. En el pedido, indique el tipo y número de registro de la grúa. En la línea "Instrucciones separadas", registre el nombramiento de un empleado responsable de la producción segura del trabajo mediante grúas.
2. Al llegar al lugar de trabajo, verifique la línea y el diagrama con las inscripciones en el KTP sobre la conformidad del lugar de llegada.
3. Antes de comenzar a trabajar, verifique el estado de la conexión a tierra, la base de la subestación transformadora del paquete, los racks, la fijación de las escaleras, la plataforma.
4. Realice los trabajos de elevación bajo la dirección y las órdenes del jefe de obra responsable.
5. La subestación transformadora de paquete se preparó sobre la base de la empresa.
Esquema de preparación del lugar de trabajo
Figura 13. Esquema de preparación del lugar de trabajo
Cuadro 2.2
|
Tecnología de trabajo |
||
|
Pr, E2, E2, M1 |
Recibir y emitir una orden de admisión. Reciba información específica. Prepare dispositivos, herramientas, equipos de protección y un camión grúa, verifique su capacidad de servicio. Reciba los componentes, vuelva a conservarlos si es necesario. Cargue herramientas, dispositivos, medios en el automóvil |
|
|
Llegar a lugar de trabajo... Obtenga permiso para preparar un lugar de trabajo. Prepare el lugar de trabajo completando todas las medidas de seguridad necesarias de acuerdo con el POT RM y las instrucciones locales. Verificar el estado de la puesta a tierra, la base de la subestación transformadora, racks, soportes, sujeción de las escaleras, la plataforma. Reforzar los soportes si es necesario. Desconecte la carga (líneas de salida) en el gabinete de baja tensión con interruptores automáticos (interruptores), apague el interruptor principal. Abra el seccionador de 10 kV, asegúrese de que las cuchillas del seccionador estén en la posición de apagado, bloquee el accionamiento del seccionador con un bloqueo mecánico. Verifique la capacidad de servicio del indicador de bajo voltaje. Verifique la ausencia de voltaje en los buses salientes de 0.4 kV, aplique puesta a tierra portátil de acuerdo con el esquema. Compruebe que el indicador de alto voltaje funcione correctamente. Verifique la ausencia de voltaje en todas las fases, comenzando desde la fase cercana de 10 kV, aplique una conexión a tierra portátil de acuerdo con el esquema. Cuelgue carteles portátiles de acuerdo con el esquema. |
||
|
Obtenga un permiso de admisión al trabajo. Obtener permiso. Lleve a cabo una formación específica sobre seguridad en el lugar de trabajo. Deja que la brigada trabaje. Realizar una sesión informativa sobre la tecnología del trabajo. |
||
|
Pr, E2, E2, M1 |
Instale la grúa en un lugar preparado si es necesario y en una posición conveniente para el trabajo, póngala a tierra. Si es necesario, vallar el lugar de trabajo, limitar el sector de movimiento del brazo de la grúa con banderas. Descargue y despliegue los accesorios y accesorios. Descargue la nueva subestación transformadora de paquete. Instale la escalera, desconecte los lazos de 10 kV y 0,4 kV del antiguo KTP, desmonte el transformador. Desmontar los descargadores de válvulas de 10 kV (o descargadores de sobretensión) y puentes entre bujes y descargadores. Desconexión del conductor de tierra del bucle de tierra del KTP. Retire los fusibles de 10 kV. Desmantele el KTP con una grúa sobre camión. |
|
|
Pr, E2, E2, M1 |
Instale y asegure un nuevo KTP. Instale un transformador, descargadores de válvulas (o descargadores de sobretensión), puentes entre descargadores y bujes en el gabinete de alta tensión. Conecte lazos de 10 kV y 0,4 kV al KTP. Instale fusibles de 10 kV según las tablas. Restaurar la conexión a tierra del KTP. Verifique la integridad del bucle de tierra. |
|
|
Cargue el viejo KTP en el vehículo. Recolecte materiales, herramientas, accesorios y equipo de protección. Ordena el lugar de trabajo. Mueva la grúa a la posición de transporte. Retirar el equipo y el equipo del lugar de trabajo. Cierra el atuendo. Retire la conexión a tierra portátil. |
||
|
Retirar la brigada. Completa la finalización del trabajo en el atuendo. Informe al despachador sobre la finalización del trabajo. |
||
|
Encienda el seccionador de 10 kV, encienda el interruptor principal del KTP de 10 / 0.4 kV, abra la puerta del gabinete de baja tensión, encienda los disyuntores de las líneas de salida. Escuche el funcionamiento del transformador en busca de ruidos extraños. Compruebe la tensión en el lado de 0,4 kV en todas las fases y el sentido de giro de los motores en el consumidor. Cierre la puerta del armario de baja tensión. Quita las escaleras. |

Figura 14. Diagrama de instalación de camión grúa
3. REQUISITOS DE CALIDAD DE EJECUCIÓN DE LAS OBRAS
Cuadro 2.3
Características técnicas de la instalación al aire libre de KTP
|
Indicador |
|||||
|
KTP25- (10) /0,4 KTP40- (10) / 0,4 KTP63-6 (10) /0,4 |
KTP100-6 (10) /0,4 KTP160-6 (10) /0,4 |
KTP250-6 (10) /0,4 |
|||
|
Potencia nominal, kVA |
|||||
|
Tipo de transformador de potencia |
TMF-400/6 (10) |
TMZ-630/6 (10); TMZ-1000/6 (10) |
|||
|
Tipo de dispositivo de conmutación en el lado de AT |
RV-10-250; PK-6 (10) |
RV-10-250; PK-6 (10) |
RV-10-250; PK-6 (10) |
VNPz-17 con variador PRA-17 (en un gabinete tipo VVN-1); PK-6 (10) |
|
|
Tipo de dispositivo de conmutación en el lado de BT: |
|||||
|
A3124 (40 y 60 A) |
AVM-YUSV (en un gabinete de tipo KBN-1); 2 uds. BGTV-2 |
AVM-20SV (en un gabinete tipo KNN-1 o KNN-2) |
|||
|
en las lineas |
AP50-2M; A3124 (30, 40 y 60 A) |
A3134 (200A); A3124 (100A) |
4 cosas. BPV-1 (en el armario KBN-1) |
AVM-4V, AVM-10V o AVM-20V (en los gabinetes tipo KNN-4 o KNN-5), AVM-20SV (en el gabinete tipo KNN-3) |
|
|
Número de líneas salientes |
|||||
|
Dimensiones, mm: |
|||||
|
anchura longitud) |
Determinado por orden |
||||
|
1185; 1255; 2000 |
|||||
|
Peso, kilogramo |
Determinado por orden |
4. RECURSOS MATERIALES Y TÉCNICOS
Equipamiento técnico de obras
ACCESORIOS Y MATERIALES
|
KTP 10 / 0.4 kV, ensamblado, uds. |
||
|
Electrodo de soldadura, kg |
||
|
Mecanismos |
||
|
Camión grúa, uds. |
||
|
Máquina de soldar, uds. |
Accesorios, herramientas, inventario
|
Conjunto de fontanero, conjunto |
||
|
Juego de llaves, juego |
||
|
Megaohmímetro, uds. |
||
|
Cuerda de cáñamo 20 m, pz. |
||
|
Martillo de 3 kg, uds. |
||
|
Cerradura mecánica, uds. |
||
|
Dispositivo para determinar la salud del indicador de voltaje, uds. |
||
|
Cepillo de metal, uds. |
||
|
Dispositivo para medir el lazo de tierra M-416, uds. |
||
|
Chatarra 30 mm, pz. |
||
|
Escalera, uds. |
||
|
Dispositivo de liberación, configurar |
||
|
Banderas de señales, conjunto |
||
|
Jabón de lavar, cous. |
||
|
Termo, taza to-t |
||
|
Toalla personal, uds. |
5. NORMAS DE SEGURIDAD Y PROTECCIÓN AMBIENTAL
Normas e instrucciones de seguridad
1. Normas transversales de protección laboral durante la explotación de instalaciones eléctricas. BOTE R N M-016-2001
2. Normas transversales de protección laboral en trabajos en altura POT R N M-012-2000.
3. Instrucciones de uso y prueba de equipos de protección utilizados en instalaciones eléctricas.
4. Normas para instalaciones eléctricas.
5. Reglas para el diseño y operación segura de grúas. PB 10-382-00.
6. Normativa intersectorial de protección laboral durante las operaciones de carga y descarga y colocación de mercancías POT R N M-007-98.
7. Normas interindustriales de protección laboral durante la operación de transporte industrial POT R N M-008-99.
8. Reglas para el uso de herramientas y dispositivos, durante la reparación e instalación de equipos eléctricos.
Medios de proteccion
|
Indicador de alto voltaje UVN-10 |
||
|
Conexión a tierra portátil 10 kV |
||
|
Seccionador de puesta a tierra de inventario |
||
|
Varilla de puesta a tierra |
||
|
Conexión a tierra portátil 0,4 kV |
||
|
Guantes dieléctricos |
||
|
Casco protector GOST 12.4.087-84 |
||
|
Cinturón de seguridad GOST 12.4.184-95 |
||
|
Mitones de lona |
||
|
Botiquín médico portátil |
||
|
Carteles de seguridad |
||
|
Indicador de baja tensión UNN-0.4 |
||
|
Dispositivo de señalización de voltaje individual |
||
|
Máscara protectora para el soldador |
Condiciones especiales de trabajo
1. Trabajos a realizar al costado, en una línea aérea desconectada y puesta a tierra.
2. Los aisladores de poste para reemplazo en el seccionador deben pasar una prueba de emisión acústica.
SEGURIDAD
La seguridad laboral es parte del conjunto general de medidas de protección laboral que garantizan condiciones de trabajo saludables, racionales y seguras en la producción.
La seguridad total de los trabajadores está garantizada por las normas de seguridad eléctrica y medidas de lucha contra incendios.
Los trabajadores que ingresan a una instalación de reparación deben recibir instrucciones sobre las reglas generales de seguridad laboral, las reglas de seguridad eléctrica, el comportamiento en el lugar de trabajo al reparar equipos eléctricos y las regulaciones internas.
Medidas para garantizar la seguridad eléctrica
Las instalaciones y dispositivos eléctricos deben estar en perfecto estado de funcionamiento, para lo cual, de acuerdo con las reglas de operación, deben ser controlados periódicamente. Las partes no conductoras que podrían recibir energía como resultado de una ruptura del aislamiento deben estar conectadas a tierra de manera confiable.
Está prohibido trabajar o probar equipos eléctricos activos y equipos en ausencia o mal funcionamiento de equipos de protección, bloqueo de resguardos o circuitos de puesta a tierra. Para la iluminación portátil local, se deben utilizar lámparas especiales con lámparas para un voltaje de 12 V. Está prohibido usar una herramienta eléctrica defectuosa o no probada (taladros eléctricos, soldadores, soldadura y otros transformadores). En habitaciones con mayor riesgo de descarga eléctrica (húmedas, con suelos conductores, polvorientos) el trabajo debe realizarse con precauciones especiales. El equipo de protección es de gran importancia.
Las pautas de seguridad deben ser PTE y PTB, así como instrucciones locales o departamentales.
Medidas de seguridad en la producción de cerrajería y máquinas herramienta
Cuando trabaje con un martillo y un cincel, al afilar una herramienta en una rueda de esmeril, solo necesita usar una herramienta útil. No alargue las llaves, no golpee la llave ni afloje las tuercas y los tornillos con un cincel y un martillo. El cincel debe tener una longitud mínima de 150 mm y su parte de impacto no debe romperse. La herramienta debe afilarse con gafas protectoras.
Los mangos de martillos, mazas, limas, destornilladores deben tener una cierta longitud, estar bien sujetos, procesados sin problemas y estar hechos de madera dura seca (abedul, haya). Llaves inglesas se permite usar solo el tamaño de las tuercas y las cabezas de los pernos; Al apretar tuercas y pernos, no instale espaciadores entre los bordes de la llave y la tuerca, esta última puede romperse y lesionarse.
Solo los trabajadores calificados que han recibido instrucciones especiales pueden trabajar de forma independiente en las máquinas. Para garantizar la seguridad, todas las partes giratorias de la máquina (ruedas dentadas, poleas) deben protegerse con resguardos, cubiertas o redes especiales. Las mangas de trabajo deben estar bien atadas en las manos para evitar que entren en las partes giratorias de la máquina. Use gafas protectoras cuando trabaje en máquinas para cortar metales.
Al hacer bobinados o bandas, se debe tener cuidado de no pillarse los dedos debajo del cable que se está enrollando. Está prohibido alinear los cables en las plantillas de las bobinadoras durante el trabajo de estas últimas. Al instalar el rotor en los centros de la máquina, al colocar bandas, equilibrar o cortar el cabezal de bobinado, es necesario fijar de forma segura el contrapunto de la máquina para que durante la rotación el rotor no se salga de los centros y no no caer sobre las piernas del trabajador.
Medidas de seguridad en los lugares de reparación.
En la sección de bobinado-aislante, se debe prestar especial atención al trabajo con aislamiento que contenga vidrio. Existe el riesgo de que pequeñas partículas de vidrio entren en contacto con la piel y provoquen una irritación cutánea grave. Para evitar esto, los cables con aislamiento de fibra de vidrio se impregnan previamente en un barniz diluido en líquido y luego se secan a un estado semihúmedo. En este estado, el cable se utiliza para enrollar las secciones de la bobina.
Soldar o soldar los extremos de los devanados solo debe hacerse con gafas protectoras, ya que ocasionales gotas de soldadura pueden entrar en los ojos.
En las zonas de impregnación y secado se presta especial atención al trabajo con pinturas y barnices y sus disolventes. ¡Son inflamables, altamente inflamables y sus vapores son explosivos! Almacene estas sustancias por separado de otros materiales en habitaciones con ventilación confiable y puertas metálicas bien cerradas. Se puede almacenar una pequeña cantidad de pinturas y barnices en una caja de hierro con cerradura a una temperatura no inferior a +8 y no superior a +25 ° C. Los contenedores para almacenar barnices y pinturas deben estar bien cerrados, marcados y en buenas condiciones. No deje contenedores abiertos. Los contenedores liberados se entregan inmediatamente al almacén.
En los lugares de trabajo, los materiales inflamables y combustibles pueden estar presentes en las cantidades de consumo diario, siempre que se observe la seguridad contra incendios.
Para el almacenamiento a largo plazo de barnices, esmaltes y especialmente disolventes, se recomienda llenar los tapones de corcho de botellas, tanques y tapas de latas con masa de cable MB-70 MB-90 o betún con la adición de aceite de transformador al 10%.
¡Está prohibido abrir recipientes con pinturas y barnices con herramientas de acero para evitar chispas e ignición!
Algunos solventes son dañinos para la piel humana. Al trabajar con ellos, se colocan guantes finos de goma (médicos) en sus manos. Si el disolvente entra en contacto con la piel, lávese las manos inmediatamente con agua y jabón.
Al sumergir productos en un baño de impregnación, no dejar que caigan para evitar salpicaduras de la solución de impregnación. Cuando haga rodar el carro con las piezas en el horno de secado, empuje el carro lejos de usted. ¡Está prohibido conducir el carro con usted! Se permite encender la cámara de secado solo después de que las puertas de la cámara estén bien cerradas. El secado de bobinados por inducción solo puede ser realizado por dos trabajadores en áreas cercadas con letreros de advertencia colocados. El circuito debe estar conectado cuando los contactos del interruptor estén visibles.
En las salas de secado e impregnación, todo el equipo debe ser a prueba de explosiones.
Todos los trabajadores que trabajen con pinturas y barnices deben recibir una formación especial en seguridad laboral.
Medidas de seguridad de aparejos
Todas las operaciones de movimiento y elevación de mercancías, desde la descarga en los lugares de almacenamiento y terminando con la instalación en los lugares de instalación, se refieren al aparejo. El trabajo de aparejo requiere un cuidado especial y lo llevan a cabo trabajadores de aparejo especialmente capacitados que conocen las reglas para el manejo de la carga.
Es completamente inaceptable ignorar cualquier requisito de las reglas de seguridad, ¡incluso las insignificantes! No comience a trabajar en aparejos con ropa desabotonada y mal ajustada. Puede engancharse en cables, ganchos o partes sobresalientes de la carga y provocar un accidente.
Para proteger sus manos de lesiones, debe trabajar con guantes. El lugar de trabajo debe estar libre de objetos extraños y escombros, los pisos deben estar secos para evitar que los trabajadores se caigan. Deben despejarse los pasajes a la carga.
La ubicación del equipo en el área de instalación debe corresponder a la secuencia de su llegada al sitio de instalación. Las plataformas deben estar equipadas con una barandilla de al menos 1 m de altura. Las cargas que pesen más de 20 kg solo pueden elevarse con mecanismos de elevación. El levantamiento de la carga debe llevarse a cabo solo verticalmente y en dos pasos: primero, la carga debe elevarse a una altura de no más de 0,5 m, asegúrese de que esté bien sujeta y luego debe levantarse o moverse más . Las cuerdas de acero y cáñamo se utilizan ampliamente para levantar cargas. Los cables de acero deben suministrarse con el pasaporte del fabricante, que indica la resistencia a la rotura. Las cuerdas deben mantenerse en buenas condiciones en los tambores. Al desenrollar y enrollar cuerdas, no se permite la formación de bucles y espirales.
La fabricación de eslingas y el trenzado de los extremos de la cuerda está permitida solo por trabajadores calificados. Todas las eslingas deben estar etiquetadas con la capacidad de elevación, la fecha de la prueba y la idoneidad para el servicio.
Al levantar equipos eléctricos (por ejemplo, el estator de las máquinas, los devanados, la parte activa del transformador, tableros o paneles), se utilizan dispositivos especiales para protegerlos de daños por eslingas. Estos dispositivos eliminan la presión de las eslingas sobre el equipo que se eleva.
El trabajo de elevación y movimiento de cargas debe ser supervisado por un capataz. No debe haber personas debajo o cerca de la carga elevada. No deje la herramienta sobre el equipo que se va a levantar.
Al realizar trabajos de aparejo, se debe prestar especial atención a la capacidad de servicio de las eslingas y los mecanismos de elevación, que incluyen: bloques, poleas, polipastos, telphers, gatos, cabrestantes, todo tipo de cabras y trípodes. No se permite el funcionamiento de estos mecanismos y dispositivos si no han pasado un control periódico, no cuentan con los correspondientes pasaportes que autoricen su funcionamiento, o si se encuentran debilitados, sin el cálculo adecuado.
Medidas de seguridad al trabajar en altura
Trabajo realizado en altura, se denominan aquellas en las que el trabajador se encuentra por encima de 1 y hasta 5 m de la superficie del suelo, sobrepuesto o sobre la mesa. El trabajo se realiza a una altura de más de 5 y se llama steeplejack. Dichos trabajos pueden incluir trabajos de reparación de lámparas, alambres de cables, líneas aéreas, etc. Se permiten a estos trabajos personas que tengan al menos 18 años de edad y que hayan pasado un reconocimiento médico especial de idoneidad para trabajos en altura o escaladores.
El trabajo con escaleras y escaleras de mano, especialmente adaptadas y con topes, debe ser realizado por dos trabajadores, uno de los cuales está en el piso y sujeta la escalera. No trabaje con objetos aleatorios como cajas, taburetes, andamios no probados o inutilizables. La instalación y extracción de accesorios de iluminación, paneles y dispositivos que pesen más de 10 kg se lleva a cabo por dos personas o una, utilizando mecanismos o dispositivos especiales.
Medidas de lucha contra incendios
Como regla general, las causas del incendio son: trabajar con un fuego abierto, mal funcionamiento de los dispositivos eléctricos y el cableado, fumar y no observar las reglas de seguridad contra incendios.
Cuando se trabaja con un soplete, se deben cumplir los siguientes requisitos:
el depósito de la lámpara no debe llenarse con combustible a más de 3/4 de su capacidad;
envuelva bien el tapón de llenado;
no trabaje con la lámpara cerca del fuego;
no encienda la lámpara suministrando combustible al quemador;
no bombee la lámpara para evitar una explosión;
no retire los quemadores hasta que haya bajado la presión;
utilice únicamente el combustible para el que está destinada la lámpara;
no reduzca la presión de aire del depósito de la lámpara a través del tapón de llenado;
trabaje solo con una lámpara de trabajo.
Todos los talleres y secciones deben estar provistos de equipos de lucha contra incendios y extintores de incendios. Los trabajadores deben poder utilizarlos. Solo se permite fumar en las áreas designadas. Está prohibido lavar la ropa de trabajo con gasolina, acetona y otros líquidos inflamables. El líquido inflamable derramado debe limpiarse inmediatamente. Los materiales de limpieza usados deben almacenarse en cajas especiales de metal con tapas herméticas.
Desmontaje del transformador de la locomotora eléctrica (el trabajo se realiza después de retirar el pequeño techo desmontable y los ventiladores de refrigeración del transformador de tracción)
1.1 Desconecte todas las derivaciones y barras colectoras del transformador de tracción, el interruptor de paso y el gabinete de instrumentos.
1.2 Desconecte los cables y alambres de baja tensión de la subestación y del gabinete de instrumentos, luego de verificar sus marcas. Si no hay marca, restaure, si hay una marca incorrecta, vuelva a marcar.
1.3 Quite los tornillos que sujetan el transformador al bastidor de la carrocería de la locomotora eléctrica. Retire la rejilla de la barandilla.
1.4 Cargue el transformador de tracción con un puente grúa de 30 toneladas y muévalo al compartimiento del transformador en un carro de transporte
Pruebas preliminares del transformador.
2.1 Instale el transformador en la estación de prueba
2.2 Mida la resistencia de aislamiento de todos los devanados de acuerdo con la cláusula 11.2.1.
2.3 Mida la resistencia óhmica de los devanados de acuerdo con el párrafo 11.2.2.
2.4 Pruebe la rigidez dieléctrica del aislamiento del devanado de acuerdo con el párrafo 11.2.4.
2.5 Realice el experimento x.x. similar a la cláusula 11.2.6 .: a una tensión de 62,5 V, las pérdidas no deberían ser superiores a 2,3 kW.
Al realizar la prueba, establezca posibles averías y determinar el alcance de la reparación. Repare la parte activa si es necesario.
Desmontaje del transformador de tracción.
3.1 Coloque el transformador en posición de reparación
3.2 Limpie el transformador de tracción de suciedad y polvo.
3.3 Vaciar el aceite del transformador de tracción, interruptor de etapa y tanque de expansión.
3.3 Retire la PS, el armario de instrumentos y las bombas de aceite del transformador y entréguelas para su reparación.
3.4 Retire el relé de gas BF50 / 10, secador de aire, indicadores de flujo, termostatos y Tanque de expansión.
3.5 Retire la placa separadora.
3.6 Retirar las tapas de las trampillas de montaje, desconectar los transformadores de corriente, pasatapas.
3.7 Desmontar entradas m1-m4.
3.8 Desatornille los tornillos que sujetan la campana al tanque del transformador.
3.9 Fije con un puente grúa y retire la campana.
3.10. Desmantelar el sistema de enfriamiento.
Reparación de la parte activa del transformador (circuito magnético y devanados).
4.1 Verificar el estado del aislamiento de las espiras accesibles de las bobinas, cables, contaminación de las superficies de los devanados, circuito magnético y cables con depósitos de aceite, así como las dimensiones de los canales de enfriamiento.
4.2 Verificar el estado de sujeción, acuñamiento y compresión de los devanados, el estado y sujeción de las juntas aislantes entre las bobinas, la capacidad de servicio de las conexiones eléctricas, la ausencia de trazas de sobrecalentamiento, superposición, la ausencia de deformaciones y desplazamientos de las bobinas. y juntas.
4.3 La sujeción debilitada de los devanados debe restablecerse apretando los pernos de presión o colocando insertos de bloqueo del getinax entre la placa de presión y las láminas del yugo. Apriete los tornillos de presión con una llave dinamométrica con un par de torsión de 12-13 kg / cm. Después de apretar, ate los pernos con un alambre.
4.4 Apriete los pernos en la parte inferior del marco de unión en ambos lados del fondo del tanque. Si es necesario, instale una junta de fibra de vidrio entre el marco de sujeción y el núcleo magnético. El par de apriete de los pernos debe ser de 5-6 kg / cm.
4.5 Las bobinas abultadas de los devanados, en ausencia de rotura, cortocircuitos entre espiras y una resistencia de aislamiento satisfactoria en relación con el cuerpo y otros devanados, pueden colocarse en su posición original con golpes ligeros de martillo a través de una junta de madera. .
4.6 Compruebe la resistencia de aislamiento de los tirantes en relación con el circuito magnético con un megaohmímetro de 1000 V.
4.7 Verificar la capacidad de servicio de la puesta a tierra del circuito magnético, la capacidad de servicio de la fijación de la derivación de puesta a tierra entre las láminas del circuito magnético, la ausencia de trazas de calentamiento y fusión de la derivación y el hierro del circuito magnético.
4.8 Limpiar los contactos del conmutador 25 / 12kV, comprobar su presión y ajuste, comprobar la fijación del cable, poner el conmutador en la posición "25kV".
4.9 Las placas aislantes de los terminales del autotransformador y los devanados secundarios del transformador deben limpiarse de contaminación, desengrasarse, inspeccionarse, sustituirse los defectuosos.
4.10 Inspeccione los transformadores de corriente, verifique la sujeción, la integridad de los devanados, la ausencia de grietas, fusión y otros daños.
4.11 Desmonte, limpie, inspeccione y reemplace los sellos de los bujes en la tapa del tanque. Reemplace los casquillos agrietados. Está permitido reparar los casquillos D25, D1 de tipo Ккр37 / 63О de acuerdo con la tecnología del fabricante de acuerdo con las Reglas para el mantenimiento del conjunto de transformadores.
4.12 Elimine los depósitos de aceite de las superficies de los devanados, terminales, circuito magnético y de los canales de enfriamiento. Se permite el uso de raspadores de madera. Enjuague el transformador con aceite de transformador limpio y seco.
4.13 Limpie el tanque del transformador, el conservador y el sistema de enfriamiento de lodos y sedimentos, enjuague con aceite de transformador seco tibio limpio. Limpiar la parte exterior de las neveras de polvo y suciedad, desengrasar con gasolina.
4.14 Inspeccione las paredes internas del tanque y su techo, verifique la intensidad del color de la superficie interna. Limpie y pinte las áreas peladas con pintura base de éster epoxi. Verifique el estado de la soldadura de las cámaras de instalación dentro del tanque para instalar la varilla magnética, la capacidad de servicio de las juntas de fieltro debajo de las patas de la varilla magnética y los dispositivos para unir el núcleo al tanque.
4.15 Verificar el estado de los oleoductos, sus válvulas, grifos y retenes, sustituir o reparar los defectuosos. Inspeccione las soldaduras, corte las defectuosas y repare.
4.16 La parte activa del transformador debe exponerse al aire durante no más de 24 horas a una humedad del aire no superior al 75%.
Reparación de radiadores de refrigeración de transformadores.
5.1 Prepare los radiadores para la prueba. Instale abrazaderas para evitar deformaciones. Ensamble la brida de entrada aire comprimido... Cierre bien la brida opuesta.
5.2 Conecte la manguera de presión con una válvula reductora de presión a la brida del radiador.
5.3 Sumerja los radiadores en un tanque con agua calentada a 60 0 С.
5.4 Pruebe los radiadores con una presión de aire de 2.5 atm.
5.5 En radiadores en buen estado, desmonte los dispositivos de prueba. Enjuagar los radiadores con aceite de transformador y entregarlos para su montaje.
5.6 Desmontar el radiador defectuoso del kit de radiador. Instale la brida ciega en el radiador. Sumerja el radiador en un tanque con agua calentada a 60 0 С y pruebe las tuberías individuales con una presión de aire de 2,5 atm. Marque los lugares de los defectos. Retire el radiador del dispositivo y selle los tubos defectuosos firmemente en ambos lados con estaño. En un radiador, no se permite empotrar más del 5% de las tuberías.
5.7 Después de la reparación, monte un juego de radiadores y repita las pruebas en las cláusulas 5.1.-5.5.
El secado de los devanados del transformador se realiza cuando la resistencia de aislamiento de los devanados es inferior a los valores estándar o cuando la parte activa está en el aire durante más de 24 horas.
6.1 Transfiera el transformador a un armario de secado.
6.2 Encienda la calefacción del gabinete y, con la tapa del gabinete entreabierta, caliente el transformador a una temperatura de 85-95 0 С con una tasa de aumento de temperatura de no más de 60 0 С / hora.
Controle la temperatura con termoelementos instalados en 2 puntos: en una de las bobinas en la parte superior entre los puños de aislamiento y en la placa de anclaje del núcleo magnético.
6.3 Después de alcanzar la temperatura del transformador 85-95 0 С, cierre el gabinete y seque el transformador al vacío. Aumento del vacío no más de 0,25 atm / hora (0,025 MPa / hora).
Después de alcanzar un vacío de 0,00665-0,000133 atm. (665-13,3 Pa) secar durante 28 horas. a una temperatura de 85-95 C.
Con TR-3, se permite el secado a un vacío de al menos 5320 Pa (0,0532 atm).
6.4 El final del secado es el momento en que la resistencia de aislamiento de los devanados supera los valores especificados y prácticamente deja de crecer. La salida de condensado en este caso no debe ser superior a 0,5 l / h.
6.5 Al final del secado, detenga el calentamiento y elimine el vacío a una velocidad no superior a 0,01875 MPa / hora (0,1875 atm / hora).
6.6 Después del secado, apriete la fijación de los devanados con pernos de presión a un par de 12-13 kgf / m, si es necesario, coloque una junta del getinax entre la placa de presión y el circuito magnético. Apriete y coloque una chaveta en los pernos de conexión, los tubos y los soportes.
6.7 Compruebe el estado del aislamiento de los tirantes del circuito magnético con un megaohmímetro de 1000 V.
6.8 Mueva el transformador al tanque de montaje.
6.9 Con TR-3, se permite secar el transformador en su propio tanque cortocircuitando el devanado de tracción. Corriente de cortocircuito no debe ser más de la mitad de la corriente nominal del devanado de tracción.
Montaje del transformador.
7.1 Compruebe la resistencia de aislamiento de los devanados entre sí y con respecto al cuerpo:
devanado de alto voltaje (Do, D1, D25) - 100 MΩ;
devanados de tracción (m1-m4) - 20 megaohmios;
devanado de calentamiento (C1-C2) - 10 megaohmios;
bobinado auxiliar (E-J) - 5 megaohmios.
7.2 Montar el tanque: sistema de enfriamiento, bujes, placas aislantes, interruptor de paso, interruptor 25 / 12.5, transformadores de corriente, tapas de orificios de montaje, tanque de expansión.
Al ensamblar, instale sellos de goma nuevos resistentes al aceite.
7.3 Llene el transformador con aceite.
Abra una ventilación de aire superior. Llene el tanque desde la parte inferior con aceite de transformador seco tibio, calentado a 70 ° C.La temperatura del transformador debe estar entre 60-70 ° C (mida la temperatura en el circuito magnético antes de ensamblar la parte superior del tanque). respiradero.
Cuando la temperatura del transformador es inferior a 60 0 С, es necesario calentar el transformador haciendo circular aceite caliente entre el transformador y el dispositivo de filtrado hasta que se iguale la temperatura del transformador y el aceite. Para calentar, ajuste la velocidad de circulación a 450-600 l / h durante 7 horas.
7.4 Después de instalar el relé de gas BF50 / 10 y el secador de aire, llenar el transformador con aceite a través del vaso de expansión.
7.5 Purgue el aire del tanque en 12 puntos.
7.6 Bombee aceite con bombas durante 2 horas, luego purgue el aire nuevamente en 12 puntos.
7.7 Deje el transformador durante 2 días, luego purgue el aire en 12 puntos.
Reparación de secador de aire.
8.1 Desmonte el secador de aire extraído del transformador.
8.2 Inspeccione las partes del secador de aire, no se pueden reemplazar.
8.3 Regenerar desecante.
Vierta el desecante en un revestimiento limpio, de no más de 10 mm de espesor.
Calentar el agente de secado en una cámara de secado y secar a una temperatura de 120-180 0 С durante 3 horas.
El final del secado es un cambio de color de rosa a azul brillante.
Un color marrón indica la destrucción de las propiedades de secado como resultado del sobrecalentamiento.
El desecante se puede regenerar hasta 50 veces
8.4 Ensamble el secador de aire. El sello de aceite debe ser transparente.
Llene el espacio del secador de aire con una mezcla de gel de sílice al 80% ( blanco) y 20% de blaugel (azul brillante).
8.5 Instale el secador de aire en el tanque de expansión y llene el sello de aceite del secador de aire con aceite de transformador hasta el nivel indicado por la marca en el sello de aceite.
Reparación del relé de gas BF50 / 10 /
9.1. Para quitar el relé del transformador, después de drenar el aceite del transformador, desatornille el perno de salida en la parte inferior de la caja del relé y drene el aceite, desconecte los cables del circuito de control del riel terminal, desconecte la derivación de puesta a tierra y quitar el relé.
9.2 Retire el mecanismo interno de la caja, inspeccione cuidadosamente, elimine defectos, ensamble el relé.
9.3 Pruebe la rigidez dieléctrica del aislamiento de los circuitos eléctricos del relé en relación con la caja con y sin aceite de transformador.
La prueba se realizará con una tensión alterna de 2,5 kV con una frecuencia de 50 Hz durante 5 segundos.
9.4 Verifique que el relé no tenga fugas.
Verifique en 20 minutos. En presión demasiada aceite 1 kgf / cm 2 no debe haber caída de presión de aceite, observada en el manómetro de banco, y no debe haber fugas de aceite del relé.
9.5 Realice una verificación funcional del relé.
9.5.1 Realice un triple control de la acción utilizando el botón de prueba en el relé lleno de aceite.
En este caso, la lámpara de señalización del soporte debería apagarse.
9.5.2 Verifique el funcionamiento del relé cuando el nivel de aceite descienda.
Infle aire a través de la válvula de control. En este caso, la lámpara de señalización del soporte debería apagarse.
Drene el aceite del relé. En este caso, deben apagarse dos luces de señalización del soporte.
9.6 Resultados de la prueba de acuerdo con las cláusulas 9.3.-9.5. Iniciar sesión.
9.7 Coloque un relé de trabajo en el transformador y conecte los cables de los circuitos de control al carril terminal de acuerdo con el diagrama.
Prueba de termostatos.
10.1 Instale el termostato en un baño con aceite de transformador calentado a 60-80 ° C y un termómetro de control colocado en él.
10.2 Ajuste el termostato a la temperatura máxima (110 0 С).
10.3 Conectar el circuito de señalización de activación del termostato a los terminales 1.3 del termostato.
10.4 Disminuya suavemente la temperatura del punto de ajuste del termostato hasta que se dispare la alarma de activación del termostato.
10.5 Compare las lecturas del termómetro de control con las lecturas de la escala del termostato.
10.6 Si las lecturas del termostato y el termómetro de control coinciden, instale el termostato en el tanque del transformador.
10.7 Si las lecturas no coinciden, ajuste el termostato.
Fije el eje de ajuste con un destornillador. Afloje el tornillo de fijación. Mientras sostiene el eje, ajuste la escala con la marca a la temperatura real a la que debería haberse disparado el termostato. Apriete el perno de ajuste.
10.8 Después del ajuste, vuelva a probar el termostato de acuerdo con las cláusulas 10.1.-10.5.
10.9 Conecte los cables del circuito de control a los terminales del termostato de acuerdo con el diagrama eléctrico.
10.10 Ajuste la configuración del termostato:
01513 - configuración 80 0 С;
01525 - ajuste 40 0 С;
01526 - ajuste 60 0 С;
01529 - punto de ajuste 20 0 С.
Ensayos de transformadores de tracción.
Pruebas del transformador después de SR.
Pruebas del transformador después de TR-3.
11.1 Operaciones preparatorias.
11.1.1 Conecte a tierra la carcasa del transformador.
11.1.2 Encienda las bombas de aceite y bombee el aceite durante 2 horas.
Deje reposar el aceite durante 12 horas.
11.1.3 Realice el análisis de aceite de acuerdo con las Instrucciones para el uso de lubricantes en locomotoras y MVPS TsT-2635.
11.1.4 Purgue el aire de los aisladores, radiadores, relé de gas, interruptor de voltaje.
11.1.5 Compruebe el funcionamiento de la bomba de filtración de aceite PS, el sistema de calentamiento de aceite PS.
11.1.6 Verifique la polaridad de encendido de los transformadores de corriente de la protección del devanado de alta tensión y la corrección del circuito en la caja de terminales. Haga sonar los transformadores de corriente de los devanados de tracción y los devanados de calefacción.
11.1.7 Cortocircuite y ponga a tierra todos los transformadores de corriente.
11.2.1 Mida la resistencia de aislamiento de todos los devanados con respecto a la carcasa y entre sí con un megóhmetro de 2500 V.
La resistencia del aislamiento debe ser al menos:
Determine el coeficiente de absorción (contenido de humedad de los devanados)
K = R60 / R15> 1,
A una temperatura de medición superior a 15 0 С, vuelva a calcular multiplicando las lecturas por un factor de la tabla
| Diferencia de temperatura | 5 0 C | 10 0 C | 15 0 C | 20 0 C | 25 0 C | 30 0 C |
| Coeficiente | 1,23 | 1,5 | 1,64 | 2,25 | 2,75 | 3,4 |
11.2.2 Mida la resistencia óhmica de los devanados utilizando un voltímetro-amperímetro o un puente de CC.
Compruebe la resistencia del devanado del autotransformador en todas las posiciones.
Los valores de resistencia no deben diferir del nominal en más del 10%.
Valores nominales de resistencias de bobinados, MOhm
| m1-m2 | m3-m4 | E-J | E-H | P.EJ | E-F | C1-C2 | Do-D25 | Do-D1 |
| 1,6 | 1,6 | 1,1 | 0,8 | 0,66 | 0,42 | 46 | 492 | 460 |
Resistencia del devanado del autotransformador por posición, mOhm
| Pos. | Resistir. | Pos. | Resistir. | Pos. | Resistir. | Pos. | Resistir. |
| Do-1 | 19,2 | Do-9 | 98,4 | Do-17 | 210,0 | Do-25 | 364,0 |
Resistencia de las bobinas del devanado del autotransformador, Ohm
| Gato. | Resistir. | Gato. | Resistir. | Gato. | Resistir. | Gato. | Resistir. |
| 1 | 0,0182 | 4 | 0,0080 | 7 | 0,0086 | 10 | 0,0104 |
A una temperatura ambiente distinta de 15 0 С, es necesario llevar la resistencia a 15 0 С de acuerdo con la fórmula:
R 15 = R env -, donde
R env - resistencia del devanado a temperatura ambiente
Miércoles, Ohm;
t env - temperatura ambiente, 0 С.
11.2.3 Comprobación de la relación de transformación.
Aplique un alto voltaje al devanado colocando un puente Do-PS, voltaje 200 V.
Mida los voltajes en todas las posiciones del devanado del autotransformador y en todos los demás devanados con la posición PS en 32 poses.
Los valores de tensión deben corresponder a los indicados en la tabla.
| conclusiones | Do-D | m1-m2 | m3-m4 | C1-C2 | E-F | P.EJ | E-H | E-J |
| Voltaje, V | 200 | 8,3 | 8,3 | 24,7 | 1,1 | 1,8 | 2,1 | 2,8 |
| NN | Por ejemplo, B | NN | Por ejemplo, B | NN | Por ejemplo, B | NN | Por ejemplo, B |
| 1 | 7,4 | 9 | 42,8 | 17 | 82,3 | 25 | 142,8 |
11.2.4 Prueba de la rigidez dieléctrica del aislamiento de los devanados entre sí y en relación con la carcasa con un voltaje de 50 Hz durante 1 min.
Voltajes de prueba:
La tensión de prueba se aplica entre el devanado en cortocircuito bajo prueba y el tanque conectado a tierra al que están conectados todos los demás devanados del transformador en cortocircuito.
Se considera que el transformador ha pasado la prueba si no se observaron averías o descargas parciales durante las pruebas, según lo determinado por las lecturas de sonido, gas, humo o instrumentos.
11.2.5 Prueba de rigidez dieléctrica del aislamiento por tensión inductiva con doble tensión nominal de frecuencia aumentada de 200 Hz durante 30 seg. La prueba se utiliza para verificar el aislamiento de las vueltas de los devanados del transformador.
Se aplica un voltaje de 2080 V a los terminales m3-m4 del devanado de tracción, el resto de los devanados están abiertos, mientras que un terminal de cada devanado (Do, E, C1, m1) está conectado a tierra.
Se considera que el transformador ha superado la prueba si durante las pruebas no se observaron corrientes de irrupción, emisión de humo del expansor.
11.2.6 Experiencia movimiento inactivo.
Mida las pérdidas y la corriente sin carga, mientras verifica el estado del sistema magnético del transformador. Aplique la tensión nominal al devanado m3-m4 y luego el 115% de la tensión nominal con una frecuencia de 50 Hz. Todo
el resto de los devanados están abiertos, un terminal de cada devanado está conectado a tierra.
Se permiten los siguientes valores de pérdidas y х.х. de corriente.
Uxx = 1040 V Ixx = 90-120 A Pxx = 94-125 kW
Uxx = 1200 V Ixx = 100-140 A Pxx = 120-168 kW
11.2.7 Prueba de cortocircuito.
Aplique un voltaje de 200 V con una frecuencia de 50 Hz al devanado Do-D25. Los devanados de baja tensión se cortocircuitan alternativamente, se miden la corriente, la tensión y la potencia de cortocircuito.
Pérdidas medidas por cortocircuito. recalcular a valores nominales:
Рн = Рism * K1 * K2, donde
Rizm - pérdidas medidas por cortocircuito, kW;
K1 = Un / Umeas - factor de conversión de voltaje;
K2 = In / Imeas - factor de conversión actual.
Comparando los valores medidos, reducidos al modo nominal, con los admisibles, verifique la corrección de los devanados.
Cuando los devanados de tracción están en cortocircuito, verifique simultáneamente los transformadores de corriente de la protección del devanado de tracción. Al cortocircuitar el devanado de calefacción, compruebe los transformadores de corriente de la protección del devanado de calefacción.
| Pasadores de cortocircuito | Salidas de corriente del transformador | K = Iobm / Itransf |
| m1-m2 | 836-837 | 80 |
11.2.8 Verifique la resistencia de aislamiento de todos los devanados de la misma manera que en la cláusula 11.2.1.
11.3.1 Medición de la resistencia de aislamiento del devanado de acuerdo con la cláusula 11.2.1.
11.3.2 Medida de la resistencia óhmica de los devanados de acuerdo con la cláusula 11.2.2.
11.3.3 Prueba de la rigidez dieléctrica del aislamiento del devanado de acuerdo con la cláusula 11.2.4.
11.3.4 Experiencia de ralentí según la cláusula 11.2.6.
Pintar las superficies exteriores del transformador.
12.1 Pinte el sistema de enfriamiento con esmalte PF-115 color amarillo al menos 2 veces.
12.2 Pinte el transformador con esmalte PF-115 gris al menos 2 veces.
12.3 Pinte la parte inferior del transformador con esmalte negro.
Entrega del transformador al receptor de la locomotora.
13.1 Complete el informe de prueba del transformador.
13.2 Junto con el capataz del taller, presente el transformador para su entrega al receptor de la locomotora.